Programming
10.1 Fundamental principles of NC programming
Surface grinding
Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
205
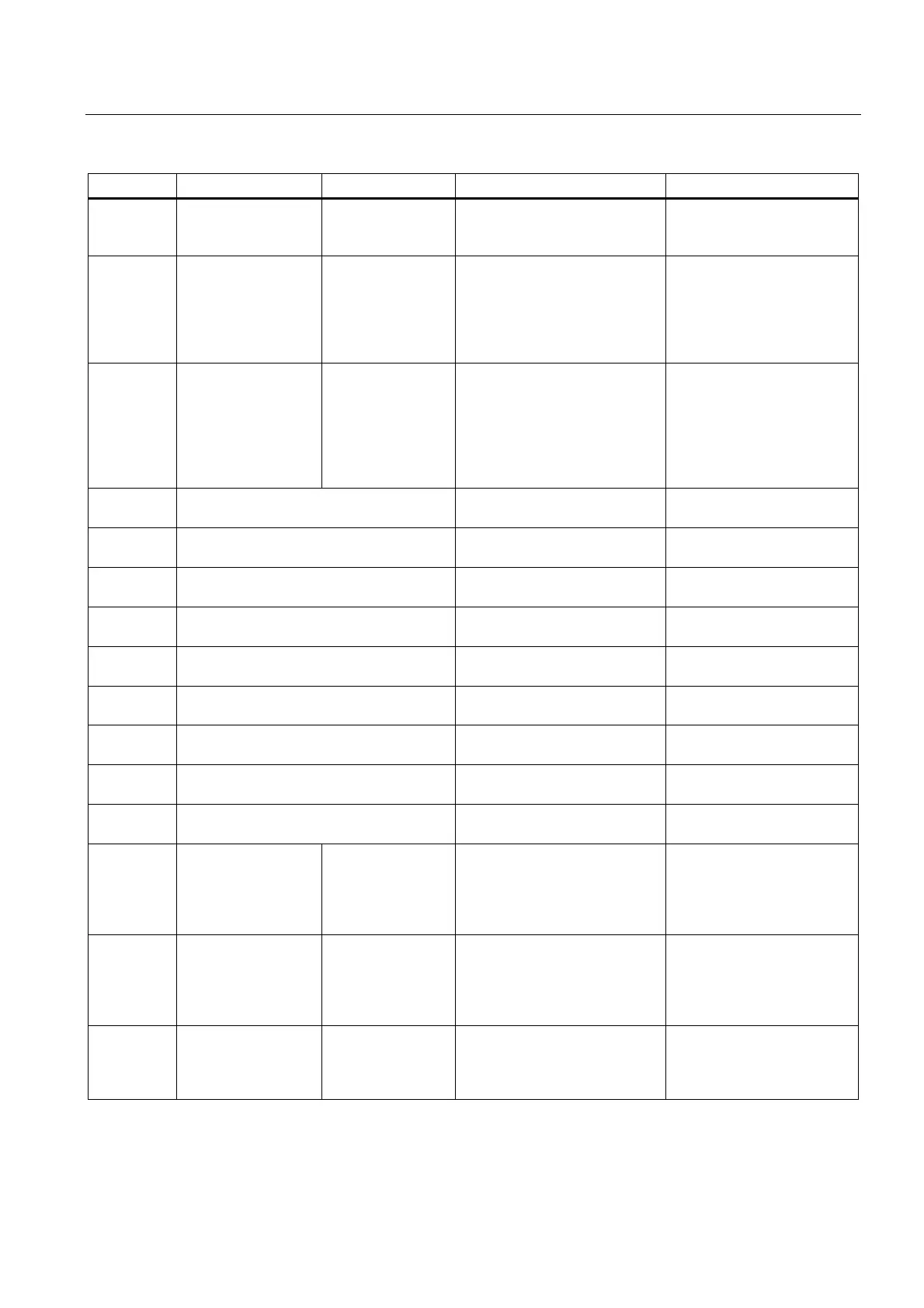
Address Meaning Value assignments Information Programming
CHR Chamfer;
in the contour
definition
0.001 ... 99
999.999
Inserts a chamfer of the
specified leg length between
two contour blocks
N10 X... Z.... CHR=...
N11 X... Z...
CR Radius for circular
interpolation
0.010 ... 99
999.999
Negative sign - for
selecting the circle:
greater than
semicircle
One possibility of defining a
circle when using G2/G3
See G2, G3
CYCLE... Machining cycle Only specified
values
The call of the machining cycles
requires a separate block; the
appropriate transfer parameters
must be loaded with values.
Special cycle calls are also
possible with an additional
MCALL or CALL.
CYCLE406 Z positioning with grinding wheel N10 CYCLE406(...) ;
separate block
CYCLE407 Safety position N10 CYCLE407(...) ;
separate block
CYCLE408 3-stage plunge cut workshop cycle
(roughing, finishing and fine-finishing)
N10 CYCLE408(...) ;
separate block
CYCLE409 3-stage surface grinding workshop cycle
(roughing, finishing and fine-finishing)
N10 CYCLE409(...) ;
separate block
CYCLE426 Oscillating plunge cutting N10 CYCLE426(...) ;
separate block
CYCLE427 Surface grinding with continuous infeed N10 CYCLE427(...) ;
separate block
CYCLE428 Surface grinding with intermittent infeed N10 CYCLE428(...) ;
separate block
CYCLE429 Profile grinding N10 CYCLE429(...) ;
separate block
CYCLE430 Dressing with profile roller N10 CYCLE430(...) ;
separate block
DC Absolute coordinate;
approach position
directly(for rotary
axis, spindle)
- It is also possible to specify the
dimensions for the end point of
a rotary axis with DC(...)
irrespective of G90/G91; also
applies to spindle positioning
N10 A=DC(45.3) ;Approach
absolute position of the A
axis directly
N20 SPOS=DC(33.1);
Position spindle
DEF Definition instruction Defining a local user variable of
the type
BOOL, CHAR, INT, REAL,
directly at the beginning of the
program
DEF INT VARI1=24, VARI2 ;
2 variables of the type INT
; name defined by user
FRC Non-modal feedrate
for chamfer/rounding
0, >0 In case FRC=0: Feedrate Fwill
act
For the unit, see F and G94,
G95;
for chamfer/rounding, see
CHF, CHR, RND