Programming
10.2 Positional data
Surface grinding
Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
223
=
:RUNSLHFH
;
:RUNSLHFH
:
*
HJ
=
0DFKLQH
<
0DFKLQH
;
0DFKLQH
0
: ZRUNSLHFH]HUR
0 PDFKLQH]HUR
<
:RUNSLHFH
Figure 10-10 Settable zero offset
*
*
*
*
;
:RUNSLHFH
;
:RUNSLHFH
;
:RUNSLHFH
;
:RUNSLHFH
=
:RUNSLHFH
=
:RUNSLHFH
=
:RUNSLHFH
=
:RUNSLHFH
;
0DFKLQH
=
0DFKLQH
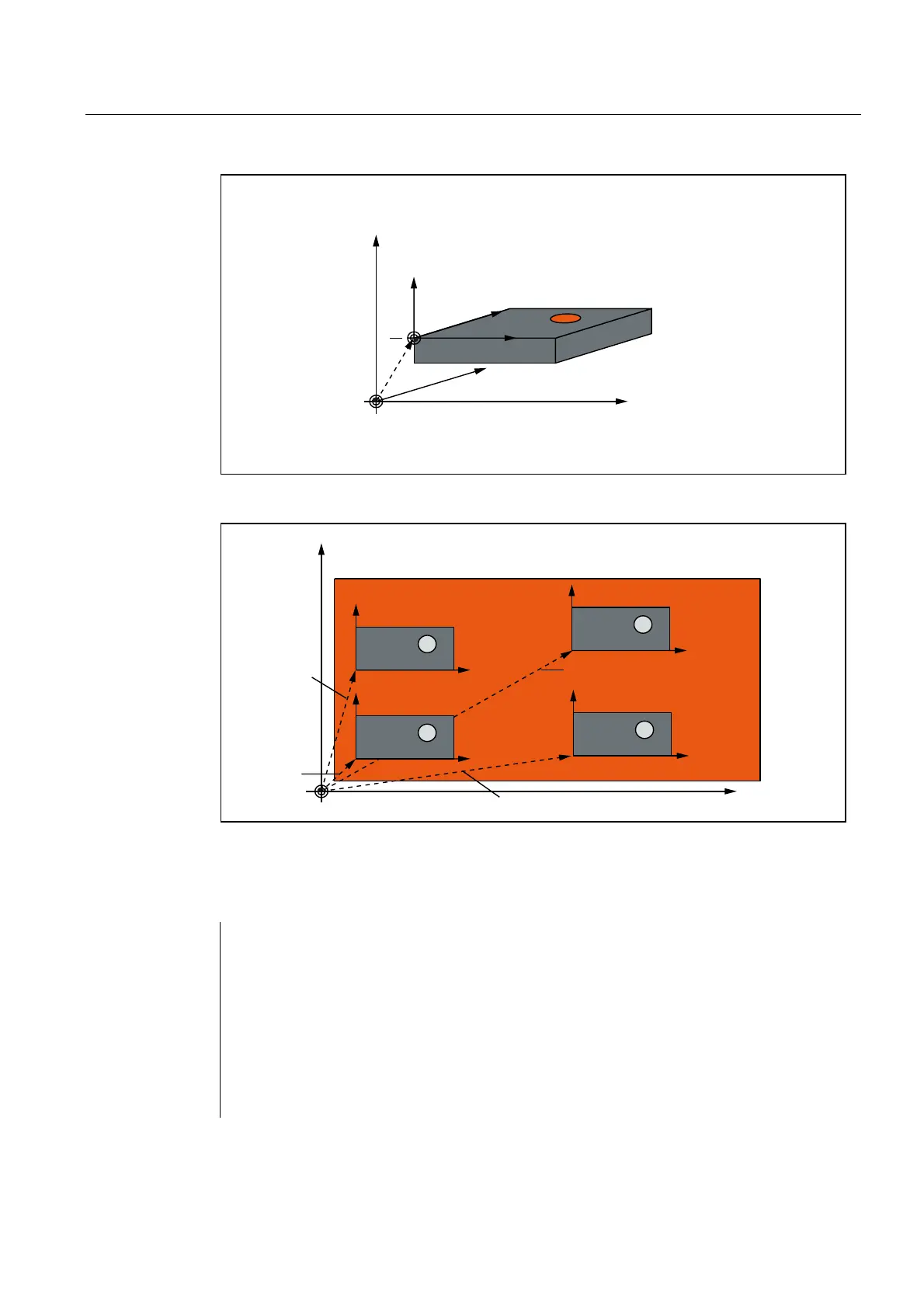
Figure 10-11 Various workpiece clamping positions when drilling/milling
Programming example
N10 G54 ... ; Call first settable zero offset
N20 L47 ; Machining of workpiece 1, here using L47
N30 G55 ... ; Call second settable zero offset
N40 L47 ; Machining of workpiece 2, here using L47
N50 G56 ... ; Call third settable zero offset
N60 L47 ; Machining of workpiece 3, here using L47
N70 G57 ... ; Call fourth settable zero offset
N80 L47 ; Machining of workpiece 4, here using L47
N90 G500 G0 X... ; Deactivate settable zero offset
Subroutine call - see Section "Subroutine technique "