Programming
10.3 Axis movements
Surface grinding
226 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
Programming
G0 X... Y... Z... ; Cartesian coordinates
G0 AP=... RP=... ; Polar coordinates
G0 AP=... RP=... Z... ; Cylindrical coordinates (3dimensional)
Note
Another option for linear programming is available with the angle specification ANG=... (see
Section "Blueprint programming").
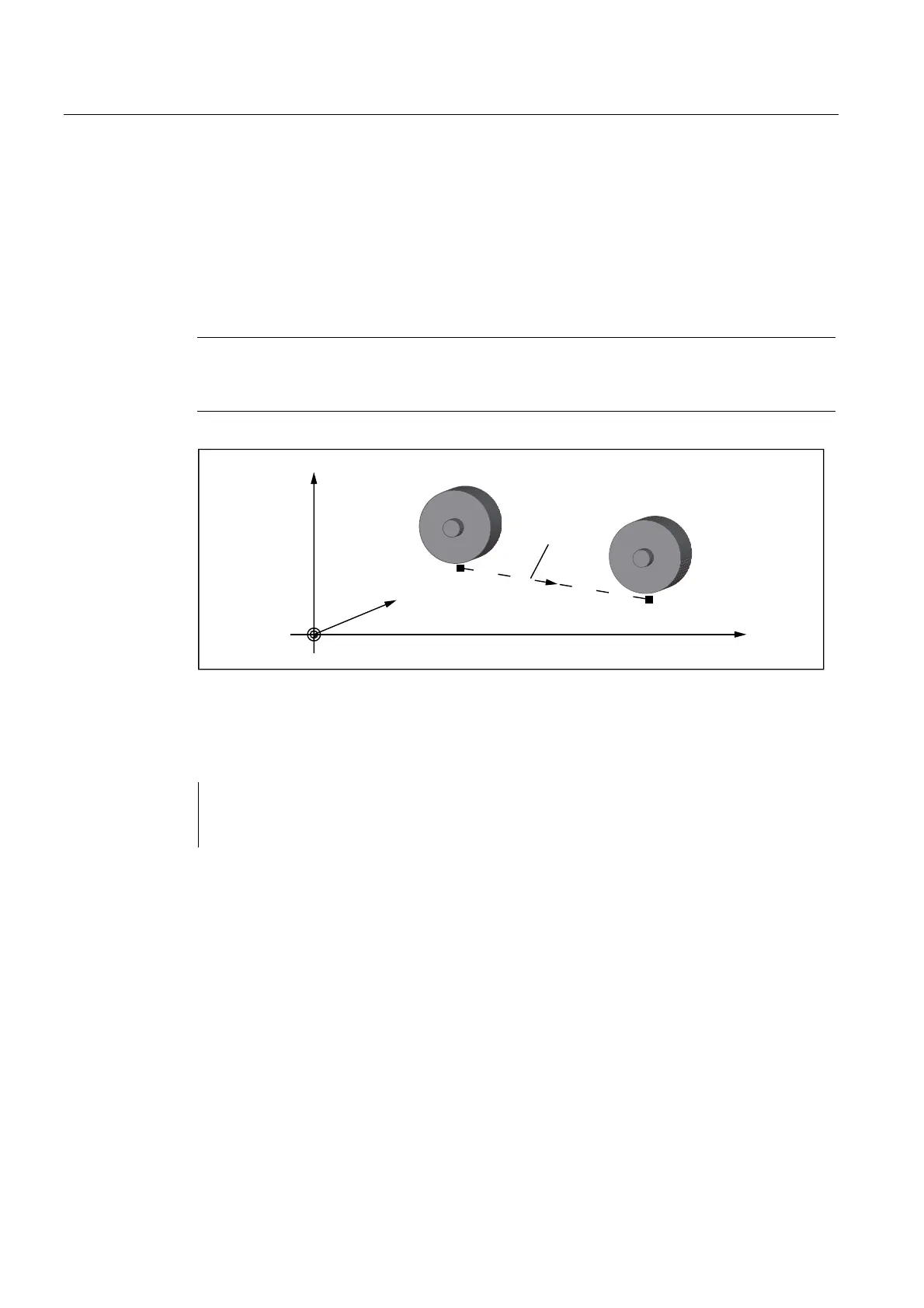
6WUDLJKWSDWK
3
3
<
;
=
Figure 10-13 Linear interpolation with rapid traverse from point P1 to P2
Programming example
N10 G0 X100 Y150 Z65 ; Cartesian coordinate
...
N50 G0 RP=16.78 AP=45 ; Polar coordinate
Information
Another group of G functions exists for movement to the position (see Section "Exact stop /
continuous-path control mode: G9, G60, G64").
For G60 exact stop, a window with various precision values can be selected with another G
group. For exact stop, an alternative instruction with non-modal effectiveness exists: G9.
You should consider these options for adaptation to your positioning tasks.