Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
253
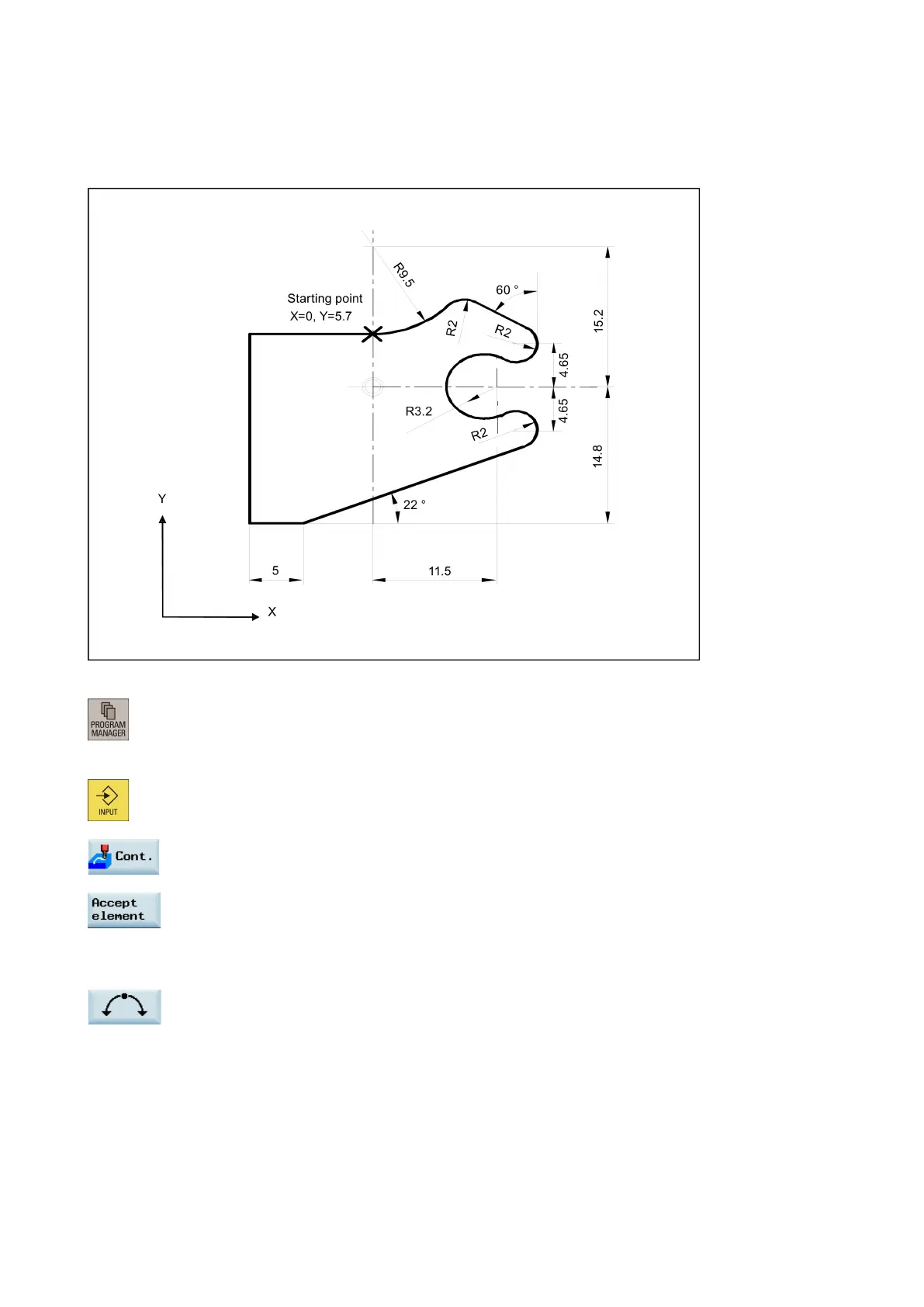
Starting point: X=0 abs., Y=5.7 abs., machining plane G17
The contour is programmed in a clockwise direction.
Operating sequence:
1. Select the desired operating area.
2. Enter the desired program folder.
3. Select a program with cursor keys and press this key to open the program in the program editor.
4. Press this softkey to open the contour editor.
5. Define a start point with the following parameters and press this softkey to confirm.
● Programming plane: G17
● X: 0 abs.
● Y: 5.7 abs.
6. Press this softkey to select a contour element of circular arc.

 Loading...
Loading...












