01.99 1 Introduction - SINUMERIK 840C and its Operation
© Siemens AG 1999 All Rights Reserved 6FC5198-6AA60-0BP1
SINUMERIK 840C, OEM Version for Windows (BA)
1-3
1.2 Design of the control
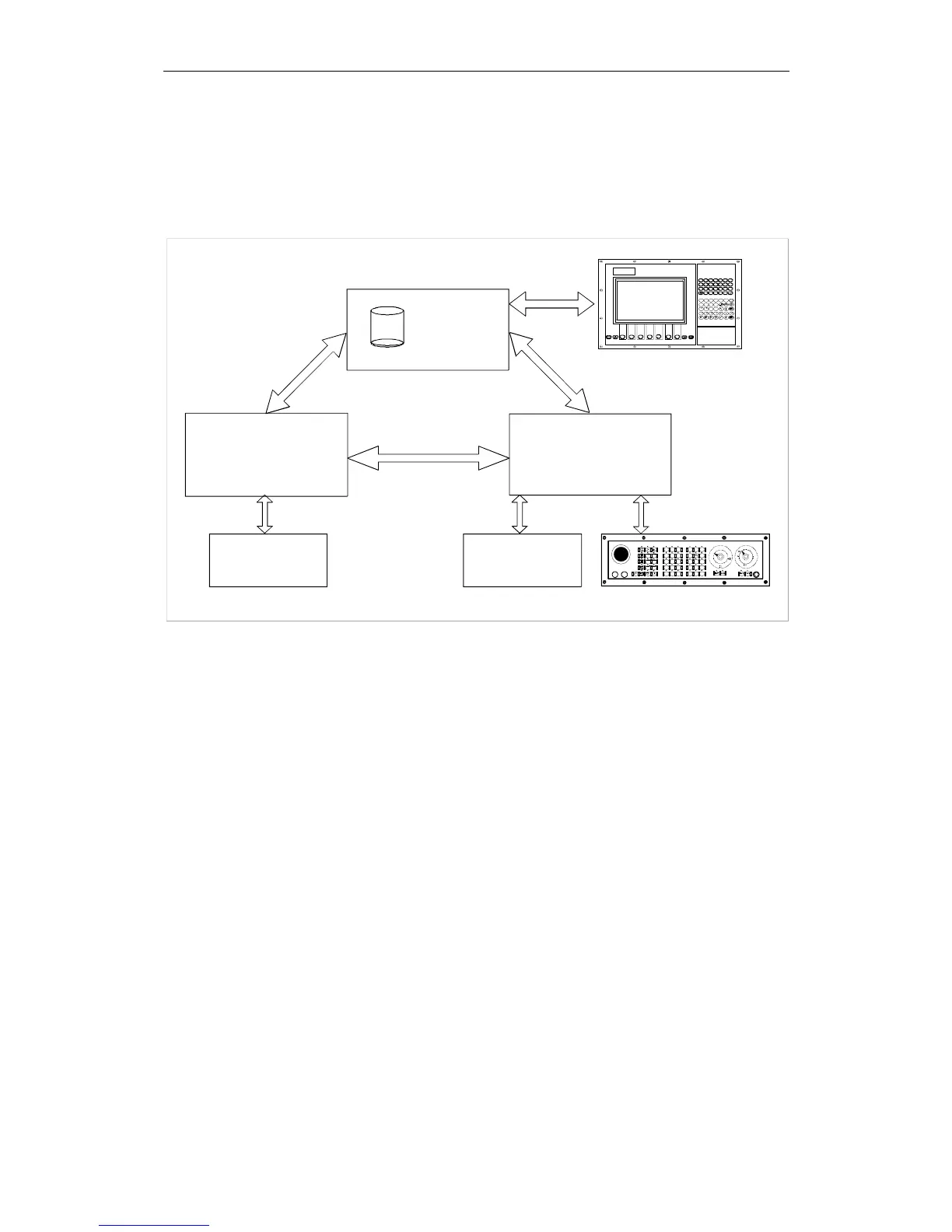
Structurally, the SINUMERIK 840C CNC can be divided into the following
three components:
A B C D E F G
H I J K L M N
O P Q R S T U
V W X Y Z
7
(
8
)
9
:
/
"
4
[
5
]
6
?
*
’
1 2 3
!
-
^
= 0 . +
%LF
Alt
\
i
SIEM ENS
SINUMERI K
M
NCK
PLC
MMC
%
0
2
10
40
60
70
80
90
100
110
120
50
60
70
80 90
100
120
%
[ . ] 1
10 100
1000 10 00 0
+X +C
-Z +Z
-C -X
Setpoints/actual values
for axes and spindles
Machine control
input/output
Fig. 1-1 Structure of SINUMERIK 840C
The three components perform the following functions:
The main task of the NCK (NC kernel) is to convert the program blocks of a
part program into the traversing movements on the axes. Allowance must be
made for all the required compensating values such as tool offsets, zero offsets,
etc.
The PLC mainly performs simple control and monitoring tasks. The PLC
program must assure the smooth execution of all machine functions without
endangering man or machine.
A PC has been integrated in the SINUMERIK 840C CNC for MMC (Man
Machine Communication). In addition to data management tasks, this PC
performs functions related mainly to the transfer and visualization of data
exchanged between the NCK, PLC, MMC and operator. This PC runs under
the MS-Windows operating system.
NCK
PLC
MMC=PC
 Loading...
Loading...














