4 Machine 01.99
6FC5198-6AA60-0BP1 © Siemens AG 1999 All Rights Reserved
4-30 SINUMERIK 840C, OEM Version for Windows (BA)
2) Entry in the input line
Enter the axis names X, Y and Z in the input line. Regardless of the selection in
the "Axis selection" screen and regardless of whether a traversing movement
has taken place, a block is generated with the axes in the input line: N10
X=100 Y=10 Z=50 L
F
.
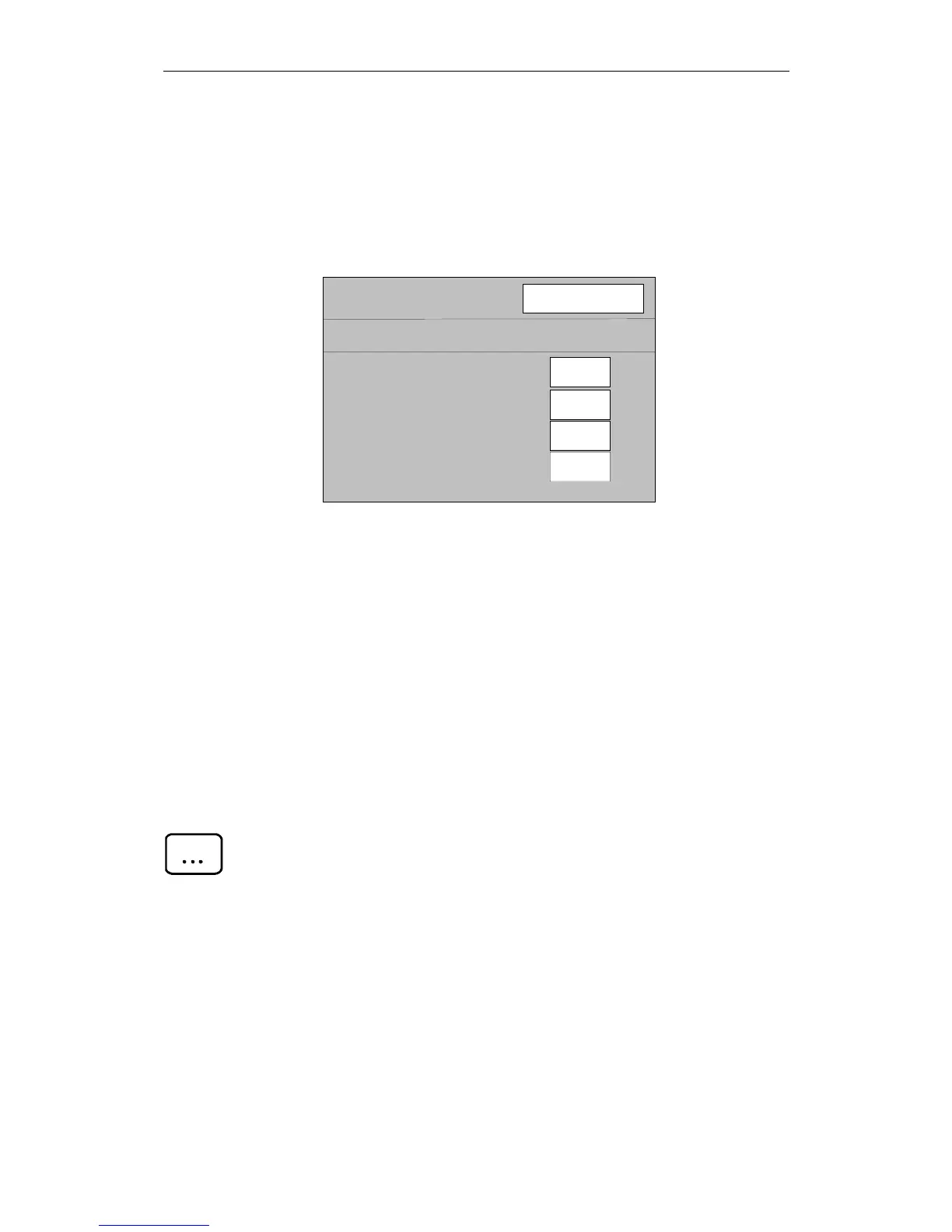
1) With "Axis selection" screen
selected
Axes
Axis selection
X
Y
Z
A
yes
yes
yes
no
Fig. 4-10 Axis selection screen
The axis positions of axes, Y, Z and A are entered in the NC block with
"Accept position", regardless of whether or not a movement has taken place.
Generated NC block:
N10 Y= 50 Z= -100 A= 220 L
F
2) Entry in the input line
Enter the axis names X, Y and Z in the input line. Regardless of the selection in
the "Axis selection" screen a block is generated with the axes entered in the
input line:
N10 X=100 Y=50 Z= -100 L
F
The accepted positions are displayed in the format X=100 and not X100.
Once you have generated a block, you can insert G commands, technology
data, etc. in the block using the keyboard.
Example 2
Note

 Loading...
Loading...













