Guidelines for Marking
120 809240 Operator Manual Powermax45 XP
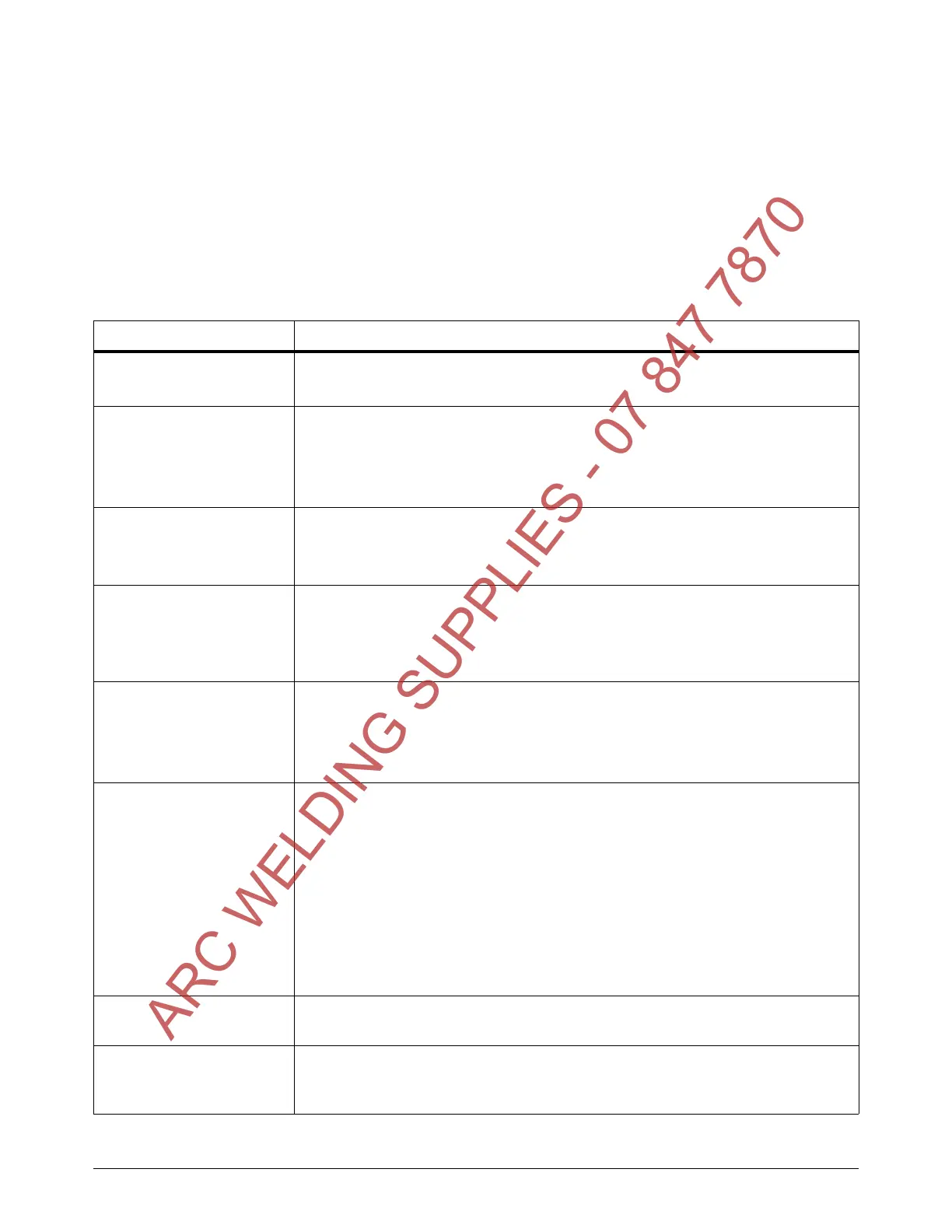
Common marking problems and solutions
For marking applications, always make sure:
The Marking consumables are installed.
The power supply is set to Gouge/Marking mode, and the output current is set between
10 – 25 A.
Many common marking issues can be resolved by installing new consumables in the torch. Do not
use worn or damaged consumables. See page 154.
Problem Solution
The arc goes out during
marking.
• Make sure that the torch-to-work distance (standoff) is not too high.
• Change worn or damaged consumables. See page 154.
The dimple diameter is
wrong.
• For a larger diameter dimple, increase the output current.
• For a smaller diameter dimple, decrease the output current.
• Adjust the torch-to-work distance (standoff).
• Change worn or damaged consumables. See page 154.
The dimple depth is wrong. • For a deeper dimple, increase the dwell time.
• For a shallower dimple, decrease the dwell time (if possible).
• Adjust the torch-to-work distance (standoff).
The mark is too wide or too
deep.
• Decrease the output current.
• Increase the marking speed.
• Inspect the consumables, especially the center hole of the nozzle. Change
worn or damaged consumables. See page 154.
The mark is too narrow or
too shallow.
• Change worn or damaged consumables. See page 154.
• Increase the output current.
• Decrease the marking speed.
• Decrease the torch height.
The beginning of the mark
is too large.
• If the delay time between when the CNC receives the machine motion signal
and when the machine motion actually occurs is significant, piercing may
occur. If possible, decrease the delay time to 0 (zero).
• Check the table parameters, especially the acceleration parameter. It may need
to be increased.
• Decrease the output current to reduce the size of the dimple at the beginning
of the mark. The marking speed may also need to be adjusted for the lower
output current.
• Check the torch-to-work distance (standoff) to make sure there is a good, fast
transfer of the plasma arc to the workpiece.
The end of the mark is too
large.
• Check the cutting table parameters. If possible, increase the deceleration
parameter.
The mark becomes too
deep and too wide during
cornering.
• You may need to try a different method for cornering. See page 119.
ARC WELDING SUPPLIES - 07 847 7870