Gouge with the Hand Torch and Machine Torch
84 809240 Operator Manual Powermax45 XP
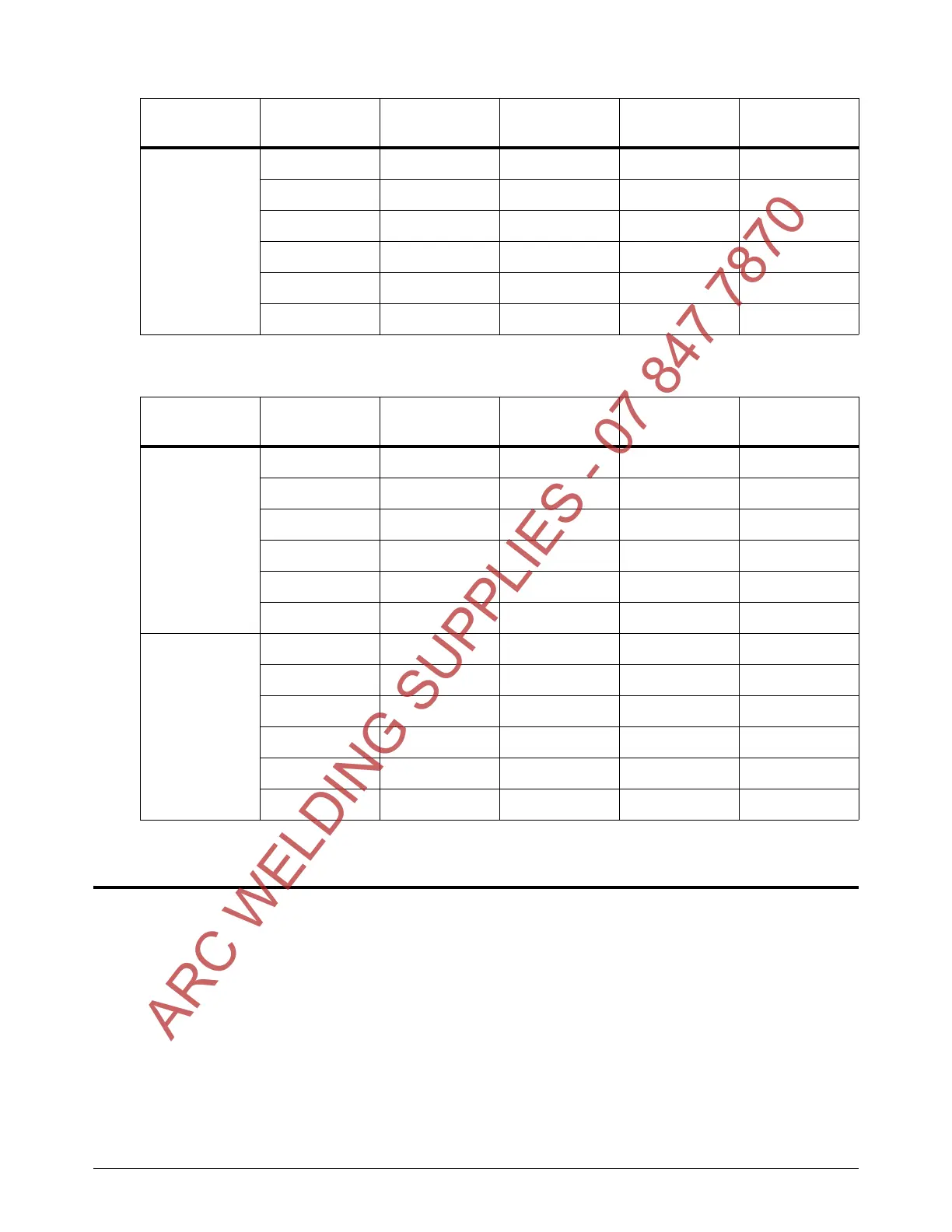
Table 7 – Mild steel (English)
Troubleshooting tips for gouging
When gouging, always make sure:
Gouging consumables are installed, and the output current matches those consumables.
The power supply is set to Gouge/Marking mode.
Many common metal removal issues can be resolved by installing new consumables in the torch. Do
not use worn or damaged consumables. See page 154.
50°
0.3 254 1.1 2.6 2.36
0.3 508 0.6 2.3 3.83
0.3 762 0.4 2.0 5
1.3 254 1.1 2.8 2.55
1.3 508 0.5 2.4 4.8
1.3 762 0.25 2.1 8.4
Torch angle
Standoff
(inches)
Speed (in/min) Depth (inches) Width (inches)
Width/depth
ratio
40°
0.01 10 0.0207 0.129 6.23
0.01 20 0.0113 0.095 8.41
0.01 30 0.0044 0.088 20
0.05 10 0.0122 0.12 9.84
0.05 20 0.004 0.088 22
0.05 30 0.002 0.074 37
50°
0.01 10 0.0427 0.103 2.41
0.01 20 0.0222 0.09 4.05
0.01 30 0.0147 0.08 5.44
0.05 10 0.043 0.11 2.56
0.05 20 0.0208 0.095 4.57
0.05 30 0.01 0.084 8.4
Torch angle Standoff (mm)
Speed
(mm/min)
Depth (mm) Width (mm)
Width/depth
ratio
ARC WELDING SUPPLIES - 07 847 7870