Cut Charts and Marking Charts
Powermax45 XP Operator Manual 809240 131
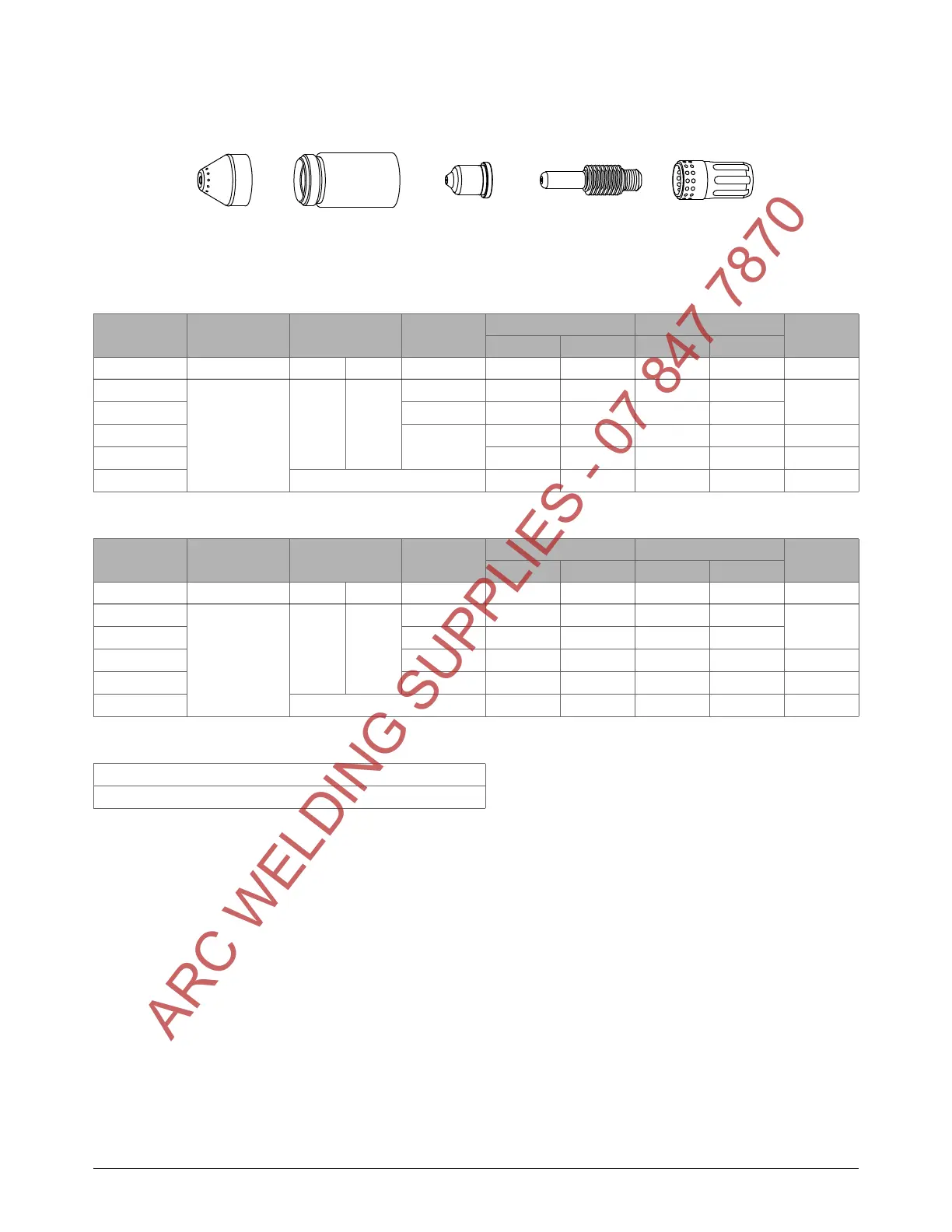
Stainless Steel – 45 A – F5 – Shielded
F5 is not recommended for thicknesses less than 3 mm (10 GA).
Metric
Material
Thickness
Torch-to-Work
Distance
Initial Pierce Height
Pierce
Delay Time
Best Quality Settings Production Settings
Kerf Width
Cut Speed Voltage Cut Speed Voltage
mm mm mm % seconds mm/min volts mm/min volts mm
4
1.5
3.8 250
0.5 1550 139 2820 136
1.7
6 0.6 910 146 1380 140
8
0.8
630 150 860 144 2.1
10 435 153 525 147 2.3
12 Edge Start 340 156 440 150 2.5
English
Material
Thickness
Torch-to-Work
Distance
Initial Pierce Height
Pierce
Delay Time
Best Quality Settings Production Settings
Kerf Width
Cut Speed Voltage Cut Speed Voltage
inches inches inches % seconds in/min volts in/min volts inches
10 GA
0.06
0.15 250
0.4 70 137 119 135
0.069
3/16 0.5 49 142 80 138
1/4 0.6 32 147 47 141 0.082
3/8 0.8 18 152 22 146 0.090
1/2 Edge Start 12 157 16 151 0.098
Gas flow rate – slpm / scfh
149 / 315 Hot (cutflow)
184 / 390 Cold (postflow)
220817 220854
(220953 for
ohmic sensing)
220941 220857220842
ARC WELDING SUPPLIES - 07 847 7870