Gouge with the Hand Torch and Machine Torch
74 809240 Operator Manual Powermax45 XP
How to control the gouge profile
The following factors affect the width and the depth of the gouge profile. Adjust these elements to
achieve the gouge you need.
Output current of the plasma power supply – Turn down the amperage on the front panel
to make the gouge narrower and more shallow.
If you are using the Maximum Control gouging consumables, keep the amperage
between 26 – 45 A.
If you are using the Precision gouging consumables, keep the amperage between
10 – 25 A.
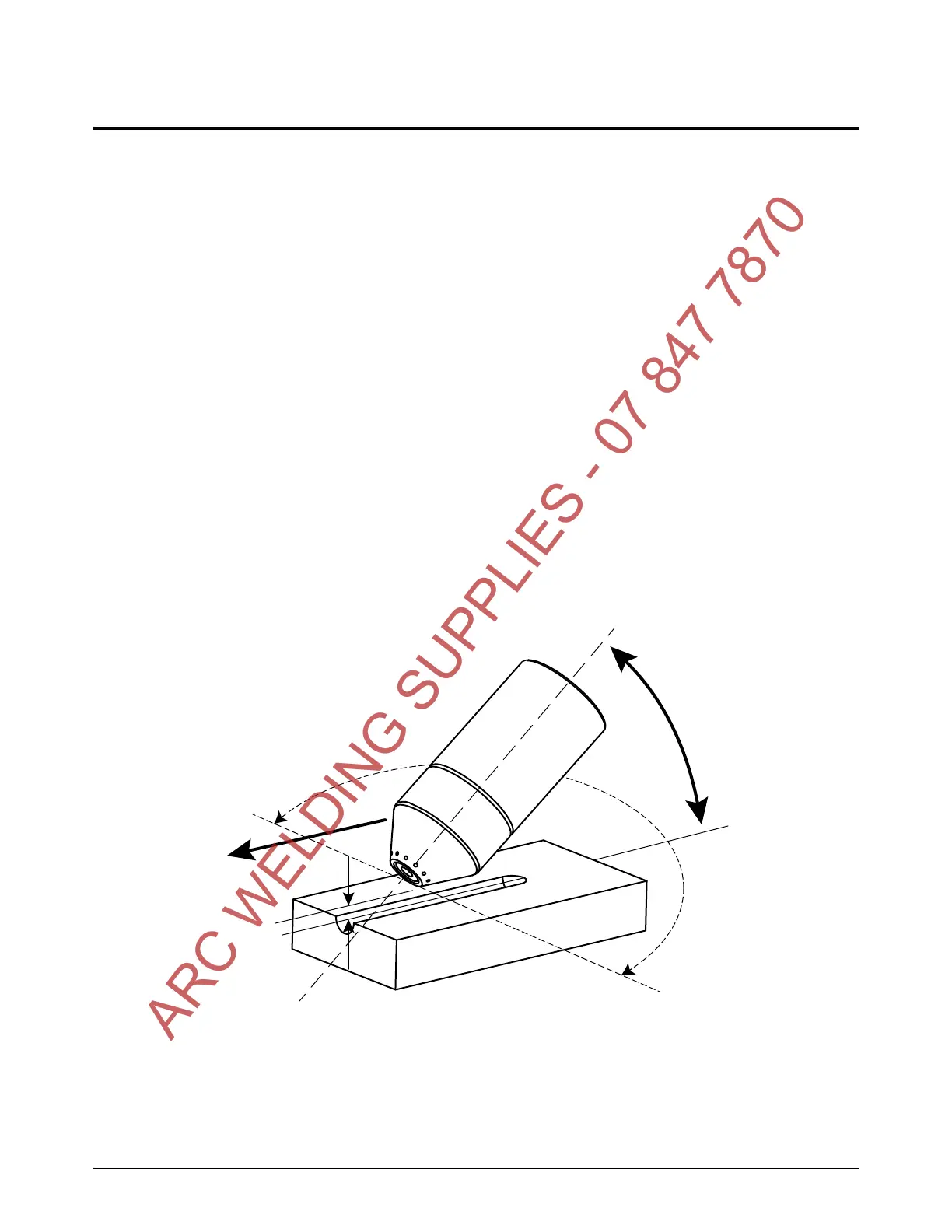
Angle of the torch to the workpiece – Position the torch in a more upright position to
make the gouge narrower and deeper. Tilt down the torch so that it is closer to the
workpiece to make the gouge wider and more shallow.
Rotation of the torch – Rotate the torch relative to the torch center line to make the gouge
flatter and steeper on one side.
Torch-to-work standoff – Move the torch further away from the workpiece to make the
gouge wider and more shallow. Move the torch closer to the workpiece to make the gouge
narrower and deeper.
Speed of the torch over the workpiece – Slow down to make the gouge wider and
deeper. Speed up to make the gouge narrower and more shallow.
Standoff
Angle
Rotation of torch (relative
to torch center line)
Torch center line
Speed
ARC WELDING SUPPLIES - 07 847 7870