Cut Charts and Marking Charts
Powermax45 XP Operator Manual 809240 127
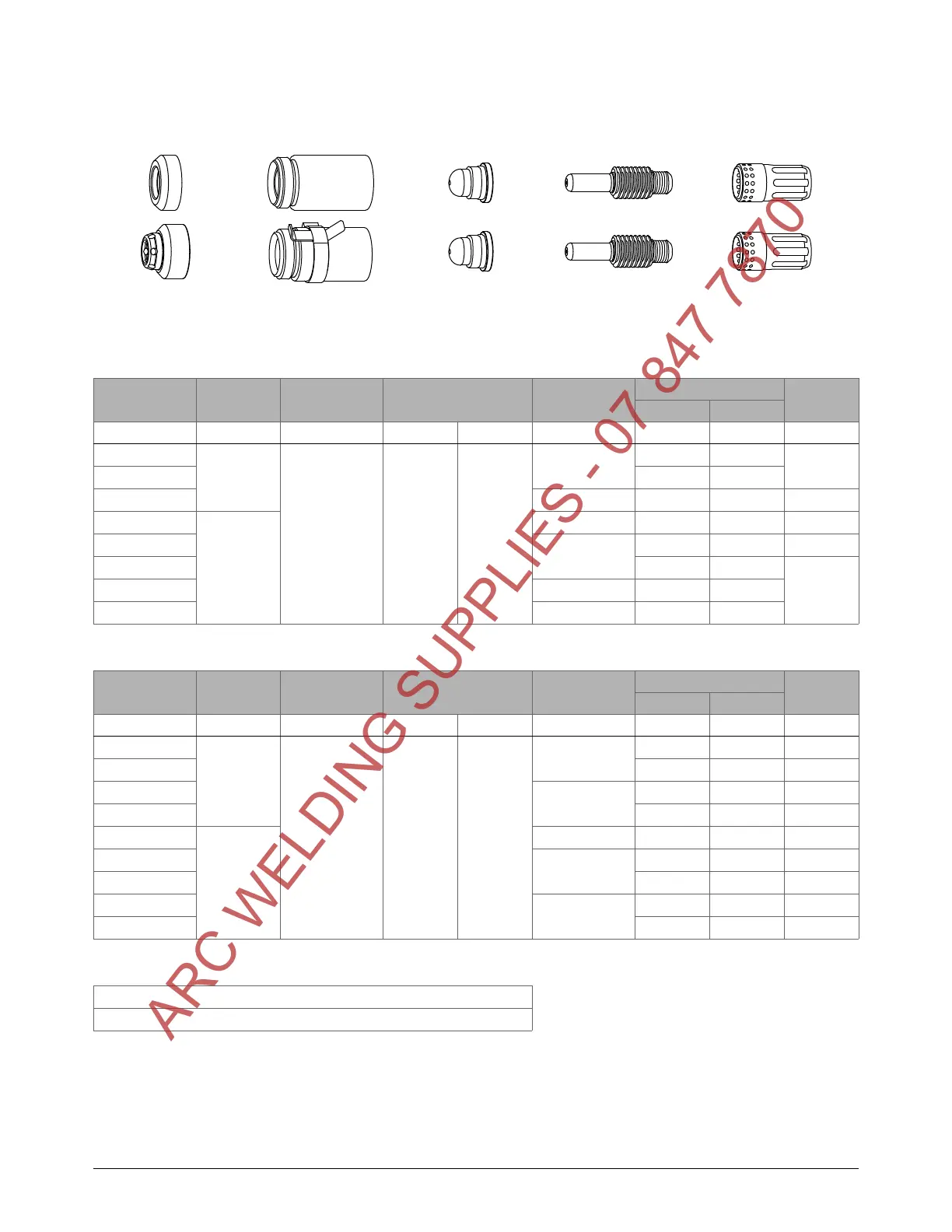
Mild Steel – FineCut – Air – Shielded and Unshielded
Metric
Material Thickness Current
Torch-to-Work
Distance
Initial Pierce Height Pierce Delay Time
Recommended
Kerf Width
Cut Speed Voltage
mm A mm mm % seconds mm/min volts mm
0.5
40
1.5 3.8 250
0.0
8250 78
0.7
0.6 8250 78
0.8 0.1 8250 78 0.6
1
45
0.2 8250 78 0.7
1.5
0.4
6400 78 1.2
2 5250 82
1.330.5275083
4 0.6 1900 84
English
Material Thickness Current
Torch-to-Work
Distance
Initial Pierce Height Pierce Delay Time
Best Quality Settings
Kerf Width
Cut Speed Voltage
inches A inches inches % seconds in/min volts inches
26 GA
40
0.06 0.15 250
0.0
325 78 0.025
24 GA 325 78 0.029
22 GA
0.1
325 78 0.024
20 GA 325 78 0.020
18 GA
45
0.2 325 78 0.043
16 GA
0.4
250 78 0.046
14 GA 220 82 0.049
12 GA
0.5
120 83 0.052
10 GA 95 84 0.051
Gas flow rate – slpm / scfh
155 / 330 Hot (cutflow)
215 / 460 Cold (postflow)
220955 (deflector)
220948 (shield)
220854
220953 (ohmic)
220930 220857220842
ARC WELDING SUPPLIES - 07 847 7870