Cut with the Hand Torch
Powermax45 XP Operator Manual 809240 67
To troubleshoot issues with cut quality, see Common cutting issues on
page 136.
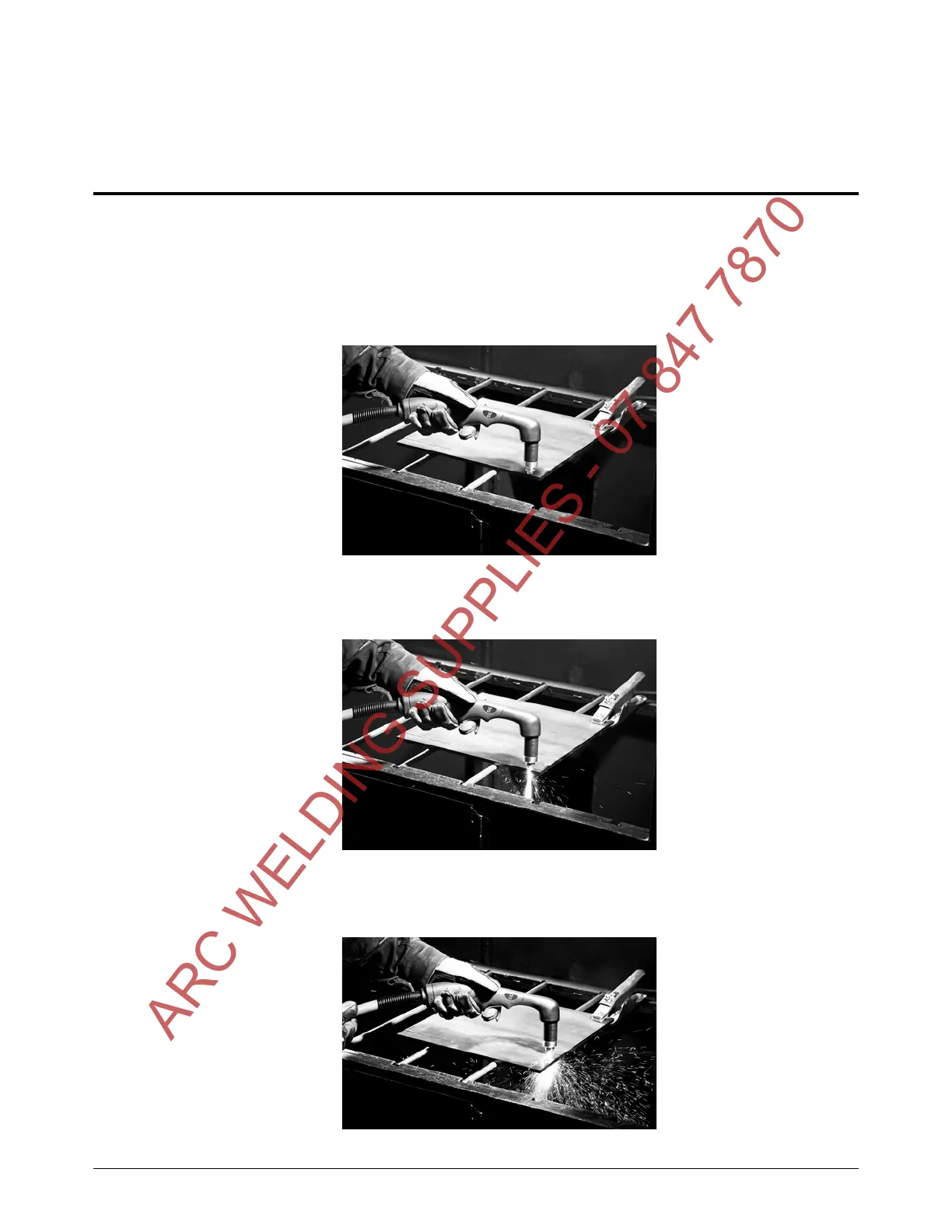
Start a cut from the edge of the workpiece
Edge starting, when possible, is a good way to reduce damage to the shield and nozzle that can be
caused by the slag produced during piercing. This helps to optimize consumable life.
1. With the work clamp attached to the workpiece, hold the torch tip perpendicular (90°) to the
edge of the workpiece.
2. Press the torch’s trigger to start the arc. Pause at the edge until the arc has cut completely
through the workpiece.
3. Drag the torch lightly across the workpiece to proceed with the cut. Maintain a steady, even
pace.
ARC WELDING SUPPLIES - 07 847 7870