Gouge with the Hand Torch and Machine Torch
Powermax45 XP Operator Manual 809240 79
6. Make sure you have gouged
completely through the top layer. Pull
the metal plates apart.
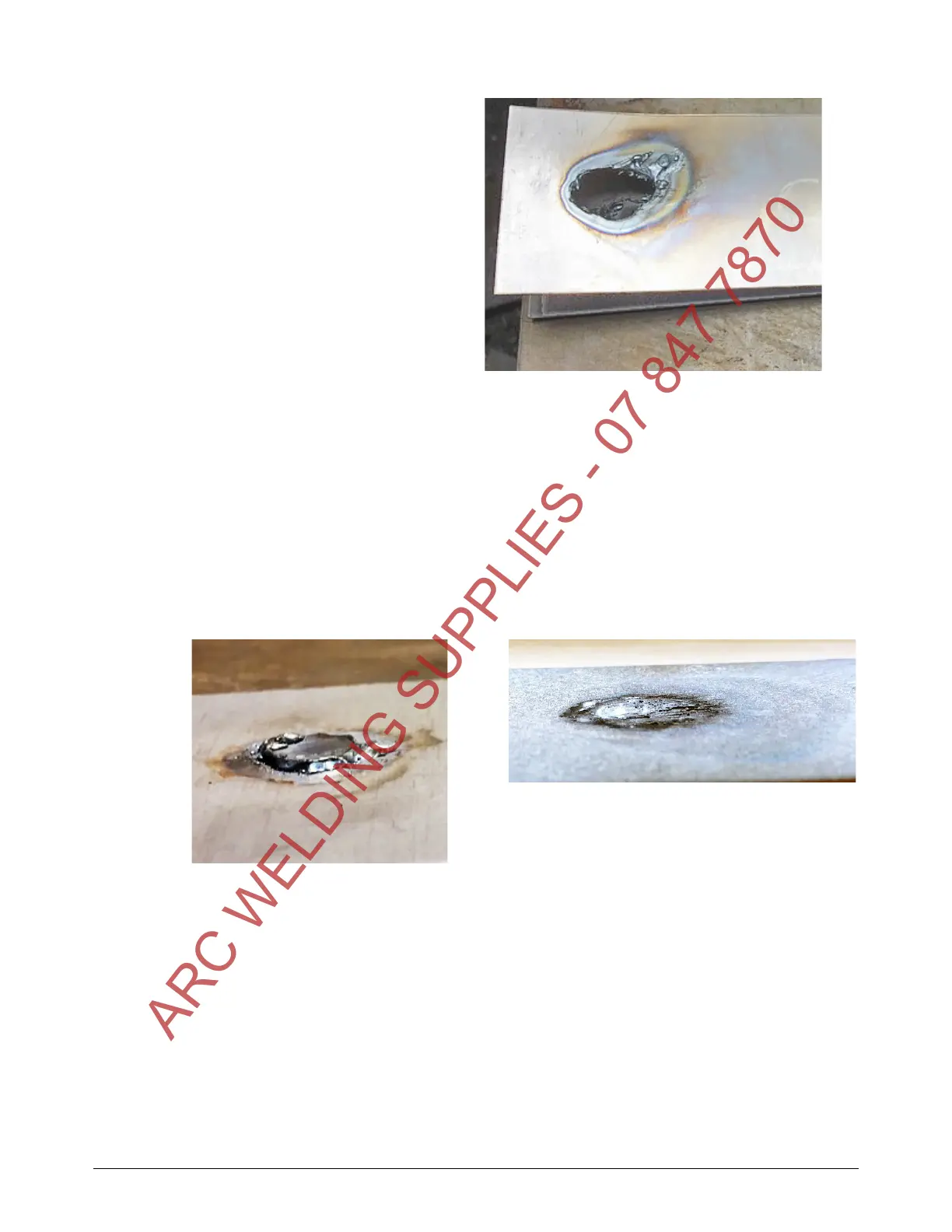
7. Use the same gouging process to
remove the spot weld that remains on
the bottom plate.
To avoid damaging the
bottom plate, you may want
to turn down the output
current to 10 A. Increase the
current if needed based on
the thickness of the metal.
Hold the torch at a 40° – 45°
angle. Slightly adjust the
angle of the torch as needed based on the thickness of the metal.
Stretch the arc to approximately 10 – 11 mm (3/8 – 1/2 inch) as you gouge.
Use very short strokes in a back-and-forth weaving motion until you have removed the
spot weld.
Some scraping or grinding may be required to completely remove all
remnants of the spot weld from the bottom plate.
Spot weld on bottom plate Spot weld removed
ARC WELDING SUPPLIES - 07 847 7870