9.8 Configuring SINAMICS S120 with 802D sl
Commissioning
9-100
SINUMERIK 802D sl Instruction Manual (BA), 05/2005 Edition
6FC5 397-0CP10-1BA0
Note
For feed axes, only parameter set 1 = index [0] is used. Index [1] ... [5] must only be
parameterized when using the “Switch set of parameters” function (see /FB/ Chapter 3),
G331 “Rigid tapping” or G33 (see /FB/ Chapter 11). In this section, the values must only be
entered in index [0].
MD Name Default
value
Unit Remark
31030 LEADSCREW_PITCH 10 mm Leadscrew of the ballscrew
31050
31060
DRIVE_AX_RATIO_DENOM
DRIVE_AX_RATIO_NUMERA
1
1
Load gear transmission ratio
Revolutions of the ballscrew
Motor revolutions
32000 MAX_AX_VELO 10000 mm/min Maximum axis velocity
32300 MAX_AX_ACCEL 1 m/s
2
Maximum axis acceleration
34200 ENC_REFP_MODE 1 1: Incremental encoder
Motor order no: 1Fx6xxx-xxxxx-xAxx
0: EnDat encoder
Motor order no: 1Fx6xxx-xxxxx-xExx
36200 AX_VELO_LIMIT 11500 mm/min Threshold value for velocity monitoring;
setting rule:
MD 36200 = 1.15 x MD 32000
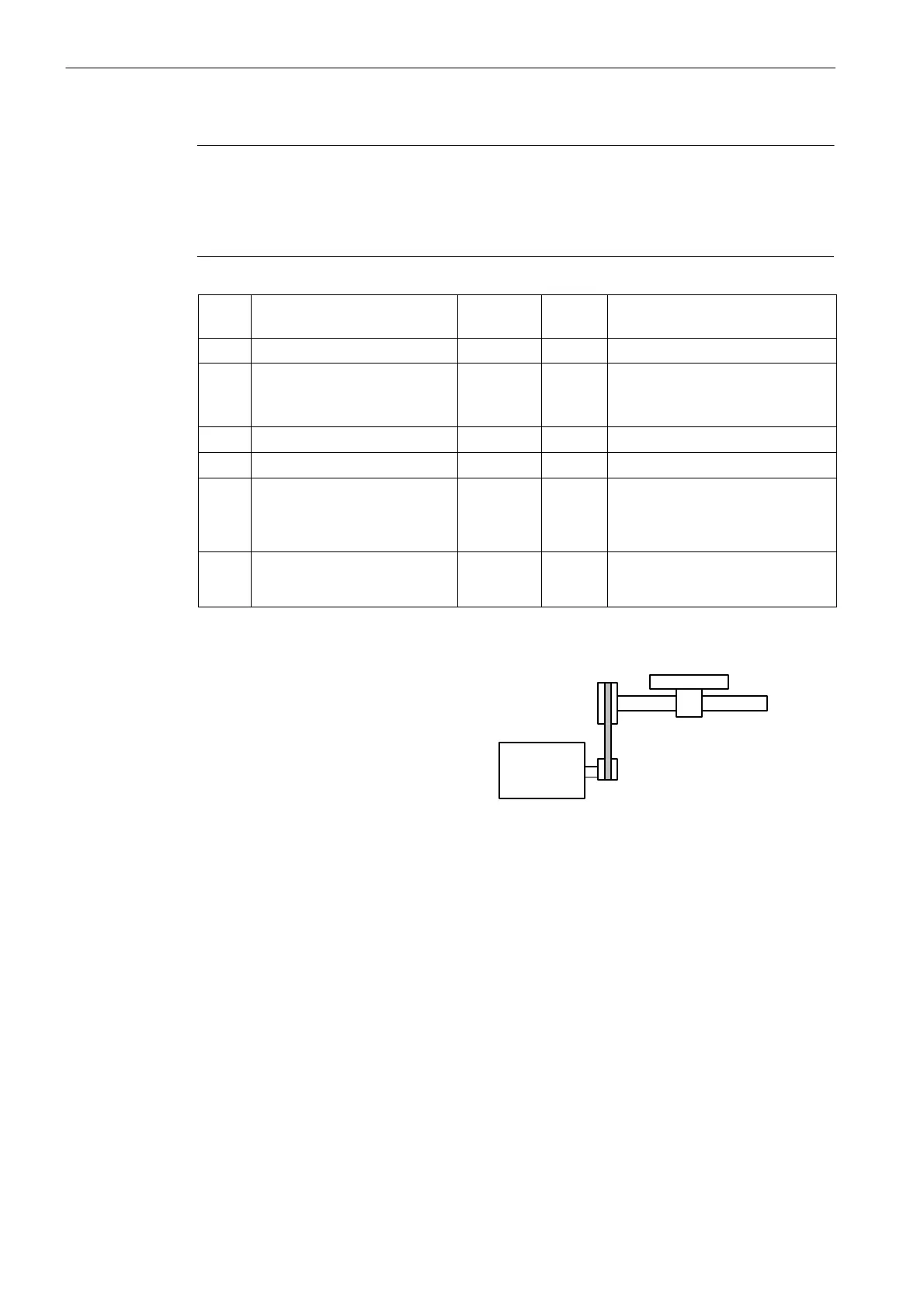
Example:
Motor with incremental encoder
Gearbox transmission ratio: 1:2
Spindle lead 5 mm
Max. axis velocity 12 m/min
Max. axis acceleration 1.5 m/s
2
Machine data settings:
MD 31030 = 5
MD 31050 = 1
MD 31060 = 2
MD 32000 = 12000
MD 32300 = 1.5
MD 36200 = 13800
The axis can now be traversed. The direction of movement can be reversed using
MD 32100: AX_MOTION_DIR = 1 or –1 (without influencing the control direction of the
position control).

 Loading...
Loading...








