Part programming
7.4 Free contour programming
Surface grinding
106 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
Example
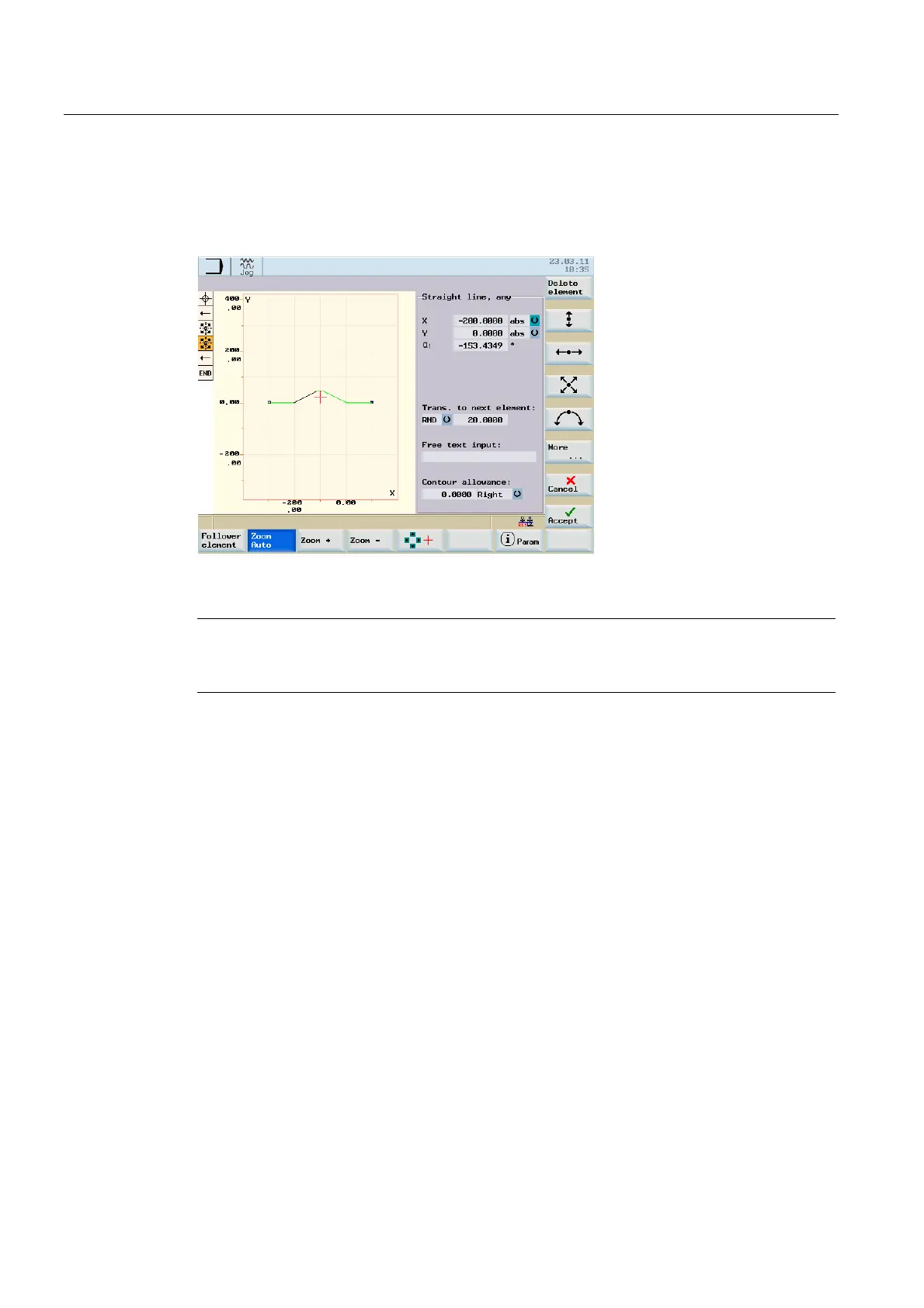
The following diagram shows a programming example for the "Free contour programming"
function.
Figure 7-16 Programming example
Note
For our example, for a correct display, the display machine data MD290
CTM_POS_COORDINATE_SYSTEM is set to 0.
Operating sequences for the contour in the diagram "Programming example" (see the diagram on the
previous page)
You have opened a part program in the <PROGRAM MANAGER> operating area.
Part program editor
● Enter the following commands into the part program editor:
N10 T5D1
N15 CYCLE446( 40.000000) ; Selection of grinding wheel
peripheral speed
N20 CYCLE407( 500.000000, 1, 1) ; safe position
N25 CYCLE429( 0, 100.000000, 0.000000, 0.000000, 0, 0.100000,
0.100000, 0.010000, 0.005000, 2, 70.000000, 20000.000000,
"TGST:TGST_E") ; contour grinding
N30 M17