Part programming
7.4 Free contour programming
Surface grinding
Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
107
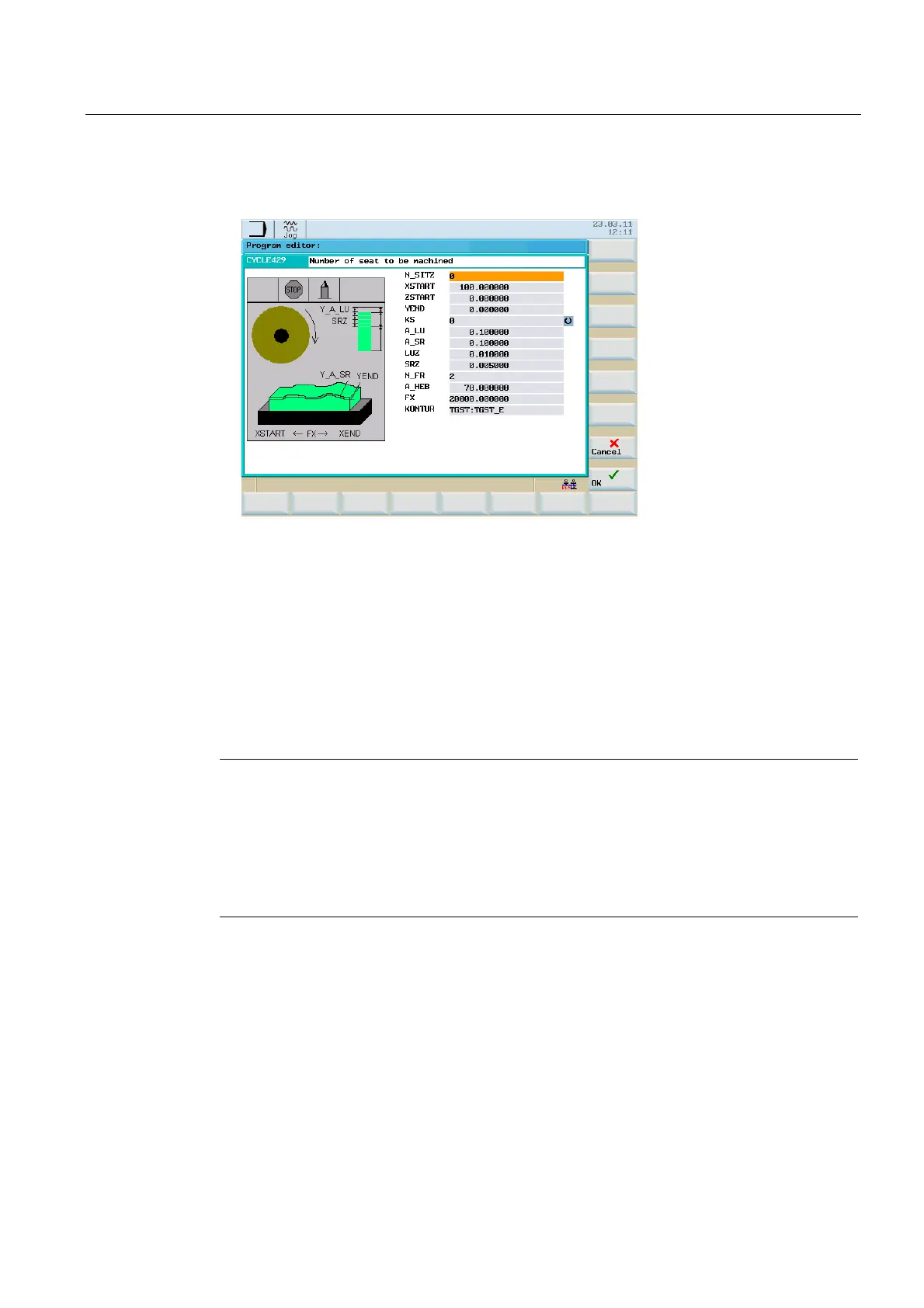
● The following diagram shows cycle CYCLE429, which you parameterize in the part
program editor under "Grinding cycles" > "Grinding" > "Contour grinding".
Figure 7-17 CYCLE429 ("contour grinding")
● Before you program the free contour, add the following commands into the part program:
;************* CONTOUR BEGINS ************
N35 TGST:
N40 G64 ; continuous path mode
N45 G42 ; tool nose radius compensation
You can now start programming the "Free contour".
Free contour programming using the "Contour" softkey
Note
When a contour is programmed in the input screens, the input field with the input focus is
highlighted by a dark background color. Once the input is acknowledged with "Accept
element" or "Cancel", you can navigate around the contour chain (left of the graphic) using
the ↑, ↓ cursor keys. The actual position in the chain is color-coded.
You can call the particular input screen form using the <Input> key and enter new
parameters.