Cycles
9.5 Z positioning with grinding wheel - CYCLE406
Surface grinding
Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
165
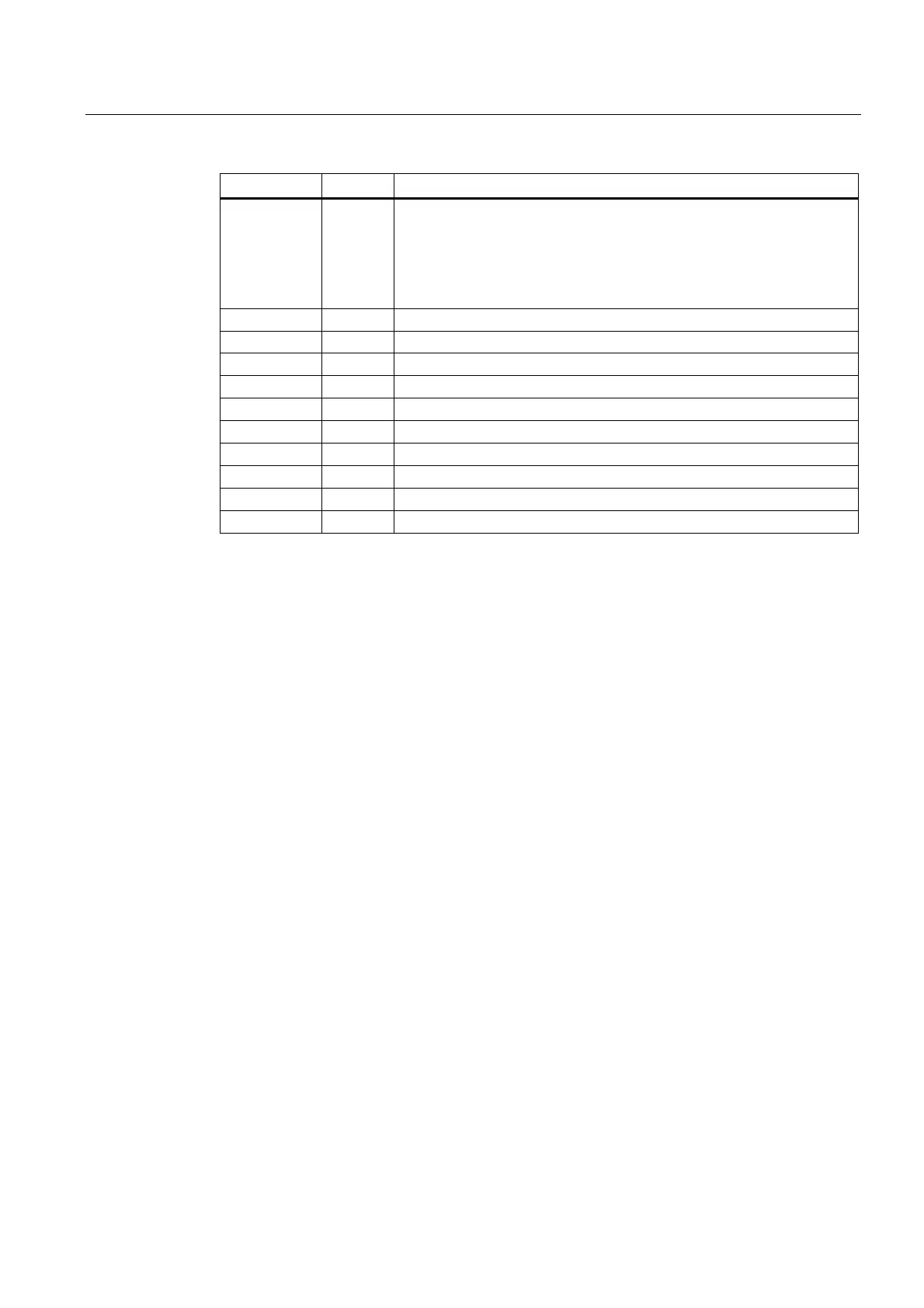
Parameter Data type Meaning
MODE INT Type of approach:
0 = Sensor+Handwheel
1 = Sensor+ measurement
2 = Handwheel only
3 = Handwheel+measurement
Y_POS REAL Y end position
Z_POS REAL Z position for setting value
ZSTW REAL Feed value for longitudinal positioning, incr.
A_Z REAL Z allowance after contact
F_LU REAL Feed, air grinding
F_SR REAL Grinding feedrate, per stroke
N_FR REAL Number of sparking-out strokes
FX REAL X axis feedrate
XSTART REAL X axis starting position
XENDE REAL X axis end position
Function
This cycle is used for approaching and setting a Z position with the grinding wheel.
Sequence
The cycle moves to the Z preliminary position and commences the approach either with an
optional acoustic emission sensor or just with the handwheel.
Once contact has been detected, grinding is performed, either in accordance with a
handwheel value or in relation to the contact point.
Once the end point is reached, if the CAL parameter is set to "1", the Z axis will be set to the
Z position.
If no acoustic emission sensor input has been configured, the cycle will immediately switch
to the handwheel at the start of the operation, provided that an air grinding feedrate exists.