Cycles
9.5 Z positioning with grinding wheel - CYCLE406
Surface grinding
166 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
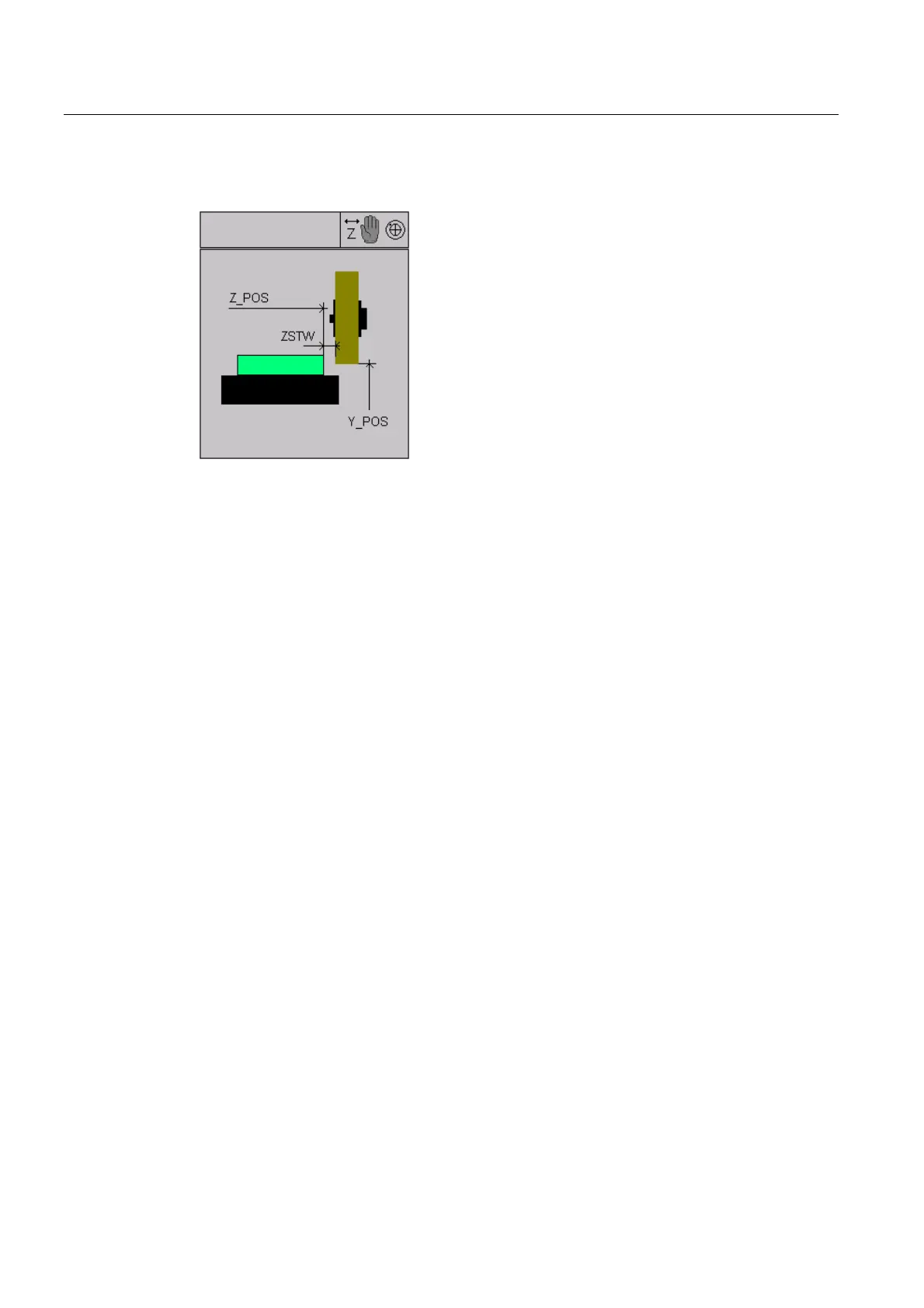
Sketch of the geometry parameters
Figure 9-4 Z positioning with grinding wheel - CYCLE406
Programming example
Machining sequence:
● Inching at position -100.0000 mm to Y position -20.0000 mm, old offset is deleted first
and axis value is set at the end point.
● The handwheel is used exclusively for the infeed.
● If an automatic infeed is selected, it will be implemented on a per-stroke basis.
● The start position is at -110.000 mm.
● The table feedrate is 30,000 mm/min between points -350 and 100 (450 oscillating path).
● Sparking-out strokes are performed when infeed is aborted.
● In the example below, which illustrates the next step, the sequence continues with a 3-
stage oscillating plunge cutting cycle. This will always grind away 50 micrometers,
because the axis has been calibrated to -100 mm in advance.
N10 T2D2
N20 CYCLE446( 20)
N30 CYCLE406( 0, 1, 1, -1, 2, -20, -100, 10, 0.1, 3, 0.1, 1, 30000,
-350, 100)
N40 CYCLE408( 0, 100, -350, -20, -99.95, 0, 0, 0, 0, 0, -0.05, 0.02,
0.005, 0, 0.01, 0.002, 0.001, 1, 1, 5, 0, 1, 0, 0, 0.01, 30000,
30000, 30000, 30000)
N50 M30