Automatic mode
6.1 Automatic mode
Surface grinding
68 Programming and Operating Manual, 11/2012, 6FC5398-5CP10-3BA0
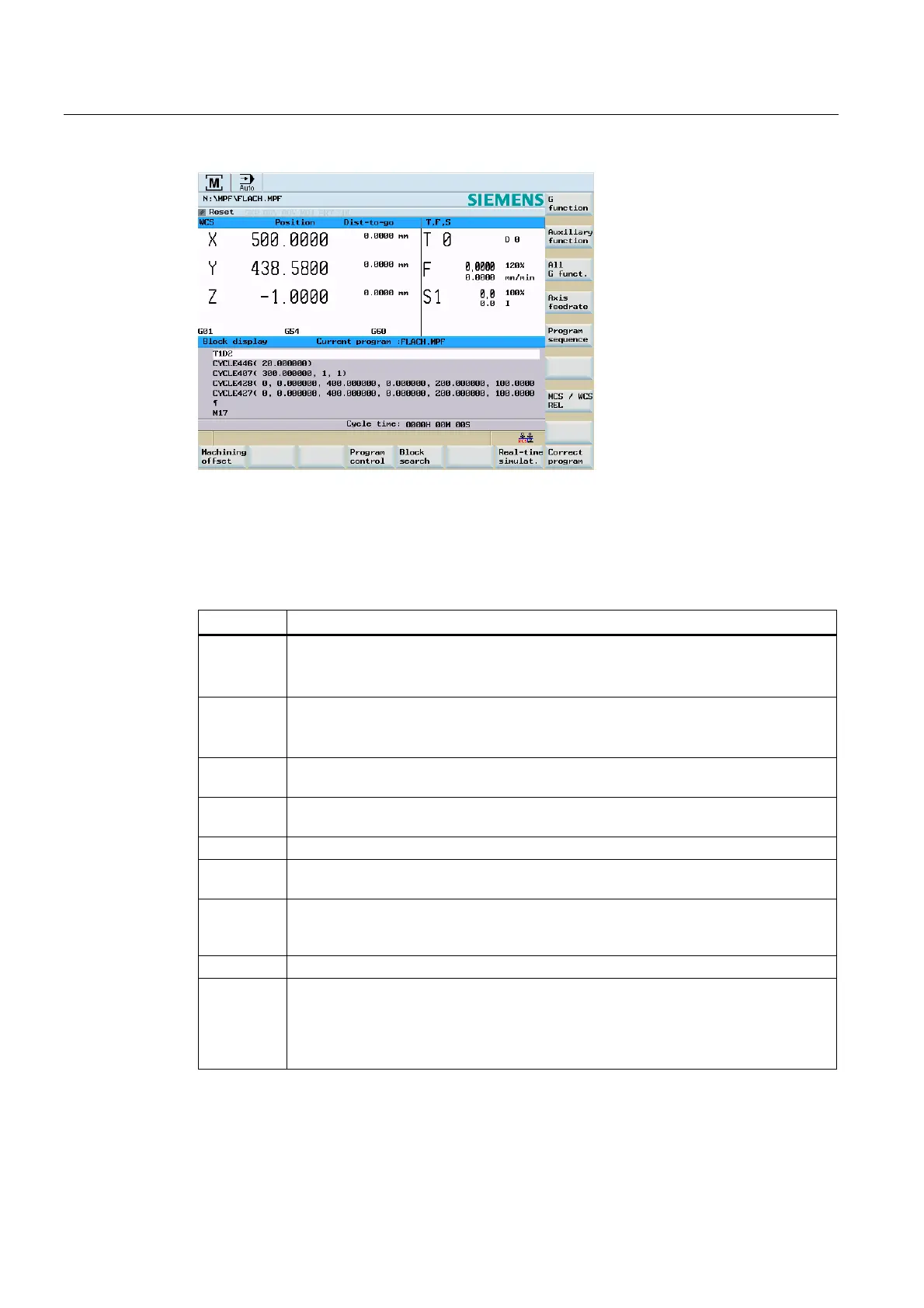
Figure 6-2 Automatic start screen
Parameter
Table 6- 1 Description of the parameters in the working window
Parameter Explanation
MCS
X
Z
Displays the existing axes in the MCS or WCS
+ X
- Z
If you traverse an axis in the positive (+) or negative () direction, a plus or minus sign
will appear in the relevant field.
If the axis is already in the required position, no sign is displayed.
Position
mm
These fields display the current position of the axes in the MCS or WCS.
Distance-to-
go
These fields display the current position of the axes in the MCS or WCS.
G function Displays important G functions
Spindle S
r.p.m.
Displays the actual value and the setpoint of the spindle speed.
Feed F
mm/min or
mm/rev
Displays the path feedrate actual value and setpoint.
Tool Displays the currently active tool with the current edge number (T..., D...).
Current
block
The block display displays seven subsequent blocks of the currently active part
program. The display of one block is limited to the width of the window. If several
blocks are to be executed in quick succession, you are recommended to switch to the
"Program progress" window. To switch back to the seven-block display, use the
<Program sequence> softkey.