5 Parameters 01.99
6FC5198-6AA60-0BP1 © Siemens AG 1999 All Rights Reserved
5-12 SINUMERIK 840C, OEM Version for Windows (BA)
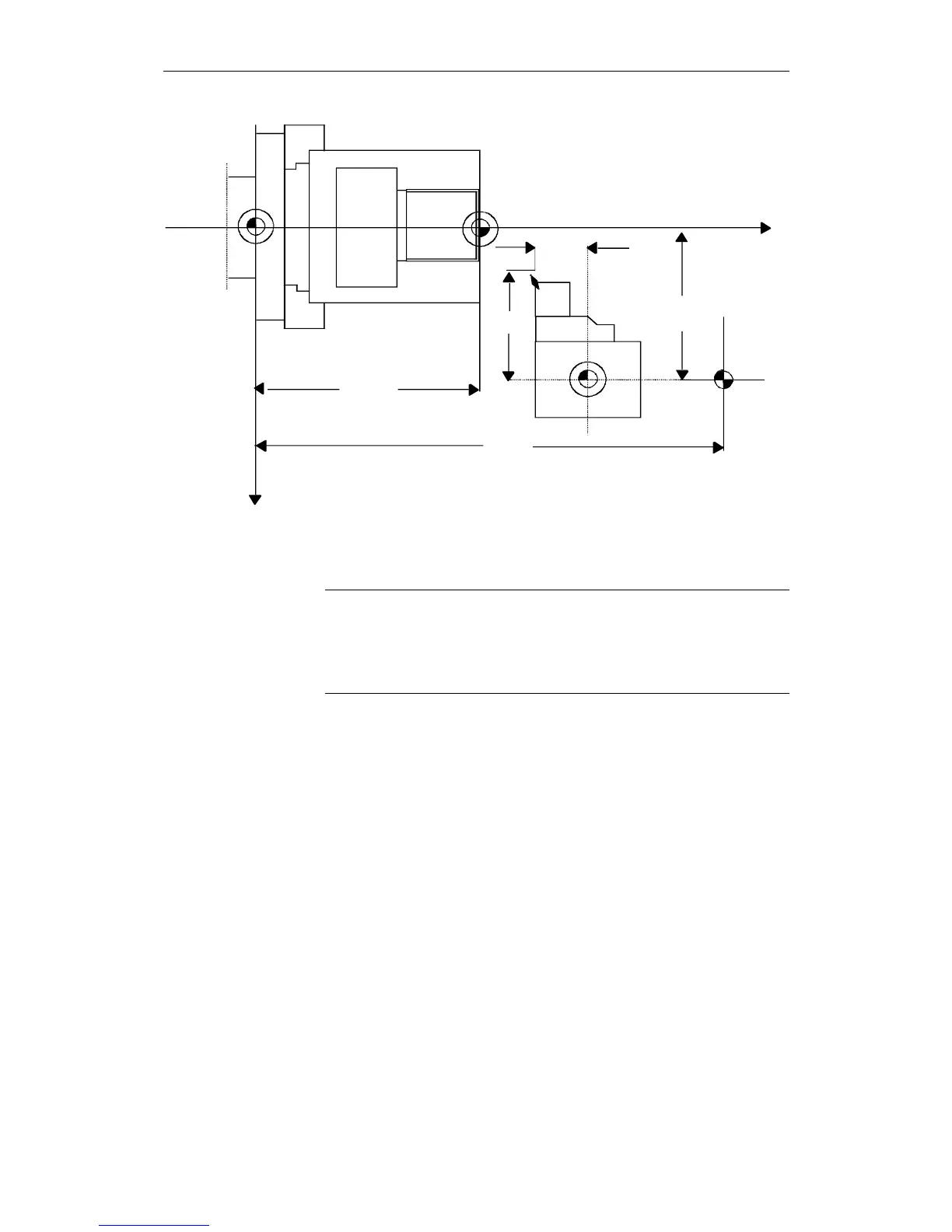
M
W
P
ZFP
XFP
Z
XMR
R
F
ZMR
ZMW
+X
Fig. 5-7 Example: Lathe
You can use "G54" to "G57" to select 4 settable offsets for each axis.
Note
On lathes, it is usual for the machine zero and the workpiece zero to coincide
on the Z axis. In this case, setting a zero offset is meaningful only for the Z
axis.
There are two settings in each case for "G54" to "G57":
• A coarse offset and
• A fine offset (correction of the zero).
You input the values for the settable zero offset into the control as "Program
parameters". The zero offsets which are entered are activated in the part
program called.
The values for the G58 and G59 offsets are stored in the program and can be
modified only in the program.
Details on programming these zero offsets can be found in the Programming
Guide.
The values for "External zero offset" come from the PLC and are displayed on
the screen.

 Loading...
Loading...













