Setting range: 0.1 - 10.0 s
Factory setting: 3.0 s
Process para-
meters for elec-
trode setup
The following process parameters can be set and displayed for manual metal arc
welding (STICK):
I-S
Starting current
For setting the starting current
Setting range: 0 - 200%
Factory setting: 150%
Hti
Starting current time
For setting the length of time for which the starting current is to be active
Setting range: 0.0 - 2.0 s
Factory setting: 0.5 s
Eln
Characteristic
For selecting the electrode characteristic
Setting range: I-constant / 0.1 - 20.0 A/V / P-constant
Factory setting: I-constant
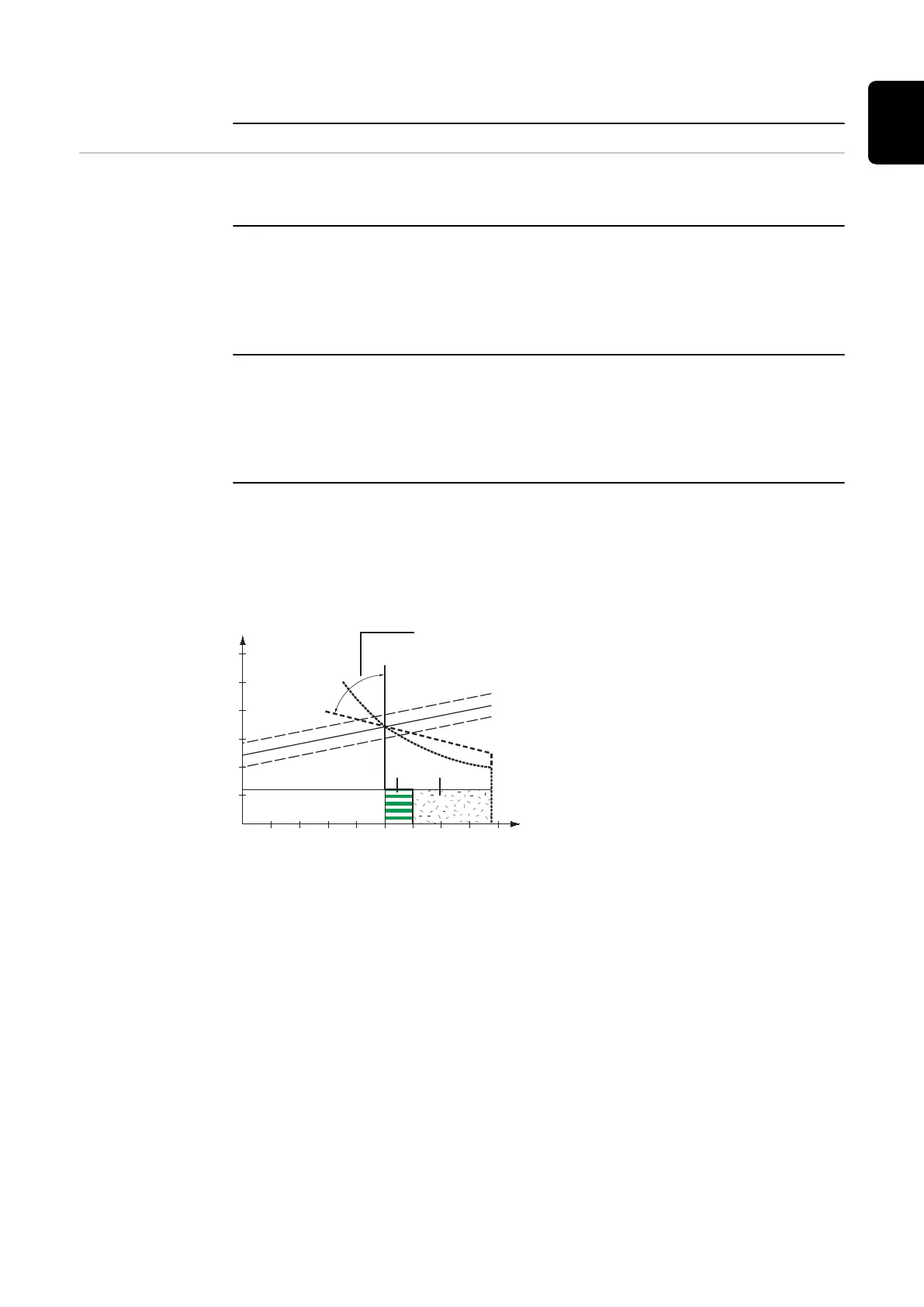
0040 200100 300 I (A)
U (V)
con - 20 A / V
(4)
(5)
(6)
(7) (8)
(1)
(2)
(3)
(1) Load line for rod electrode
(2) Load line for rod electrode
where arc length is increased
(3) Load line for rod electrode
where arc length is reduced
(4) Characteristic where "I-con-
stant" parameter is selected
(constant welding current)
(5) Characteristic where "0.1 - 20"
parameter is selected (drooping
characteristic with adjustable
slope)
(6) Characteristic where "P-con-
stant" parameter is selected
(constant welding power)
(7) Example of pre-set arc-force dynamic where characteristic (4) is selected
(8) Example of pre-set arc-force dynamic where characteristic (5) or (6) is se-
lected
I-constant (constant welding current)
-
If the "I-constant" parameter is set, the welding current will be kept con-
stant, irrespective of the welding voltage. This results in a vertical character-
istic (4).
-
The "I-constant" parameter is particularly suitable for rutile electrodes and
basic electrodes.
0.1 - 20.0 A/V (drooping characteristic with adjustable slope)
117
EN