Power Unit Mechanical: 1D-54
Conrod big end side clearance
Measure conrod big end side clearance with conrod
installed on crank pin as shown.
If measurement exceeds service limit, replace conrod
and/or crankshaft.
Special tool
(A): 09900–20803 (Thickness gauge)
Conrod big end side clearance
Standard: 0.100 – 0.250 mm (0.0039 – 0.0098 in.)
Service limit: 0.35 mm (0.0138 in.)
Conrod big end width
Standard: 21.950 – 22.000 mm (0.8642 – 0.8661 in.)
Crank pin width
Standard: 22.100 – 22.200 mm (0.8071 – 0.8740 in.)
Crank Pin and Conrod Bearing Inspection
Z9J0111406023
Crank Pin Diameter
Inspect crank pin for uneven wear or damage.
Measure crank pin for out-of-round “a” – “b” or taper “c” –
“d” with micrometer.
If crank pin is damaged, out-of-round “a” – “b” or taper
“c” – “d” is out of service limit, replace crankshaft.
Special tool
(A): 09900–20202 (Micrometer (25 – 50 mm))
Crank pin diameter
Standard: 41.982 – 42.000 mm (1.6528 – 1.6535 in.)
Out-of-round and taper
Service limit: 0.01 mm (0.0004 in.)
Conrod Bearing Visual Inspection
Inspect bearing shell for proper contact pattern and
signs of fusion, pitting, burning or flaking.
Bearing shells found in defective condition must be
replaced.
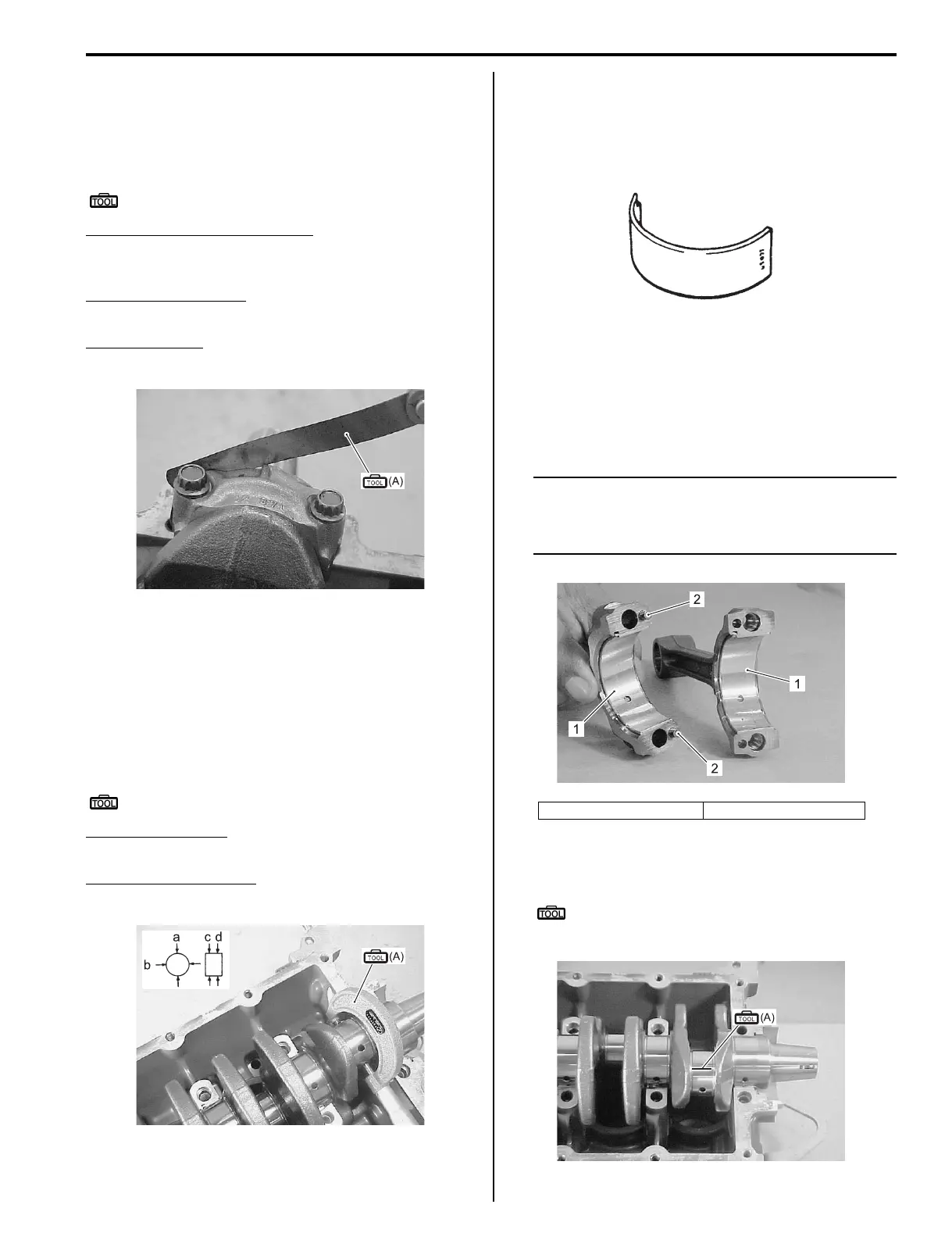
Conrod Big End Oil Clearance
Check conrod big end oil clearance as follows:
1) Clean surface of conrod, conrod cap, conrod
bearing, and crank pin.
2) Install conrod bearing onto conrod and conrod cap.
NOTE
• Reassemble each bearing and conrod cap
to their original position.
• Do not apply oil to bearing.
3) Place a piece of Plastigauge on crank pin parallel to
crankshaft. Avoid placing Plastigauge over oil hole.
Special tool
(A): 09900–22301 (Plastigauge (0.025 –
0.076 mm))
I9J011140249-01
I9J011140250-01
1. Conrod bearing 2. Dowel pin
I9J011140071-01
I9J011140251-01
I9J011140252-02