4.3 Main Commands
4-33
4
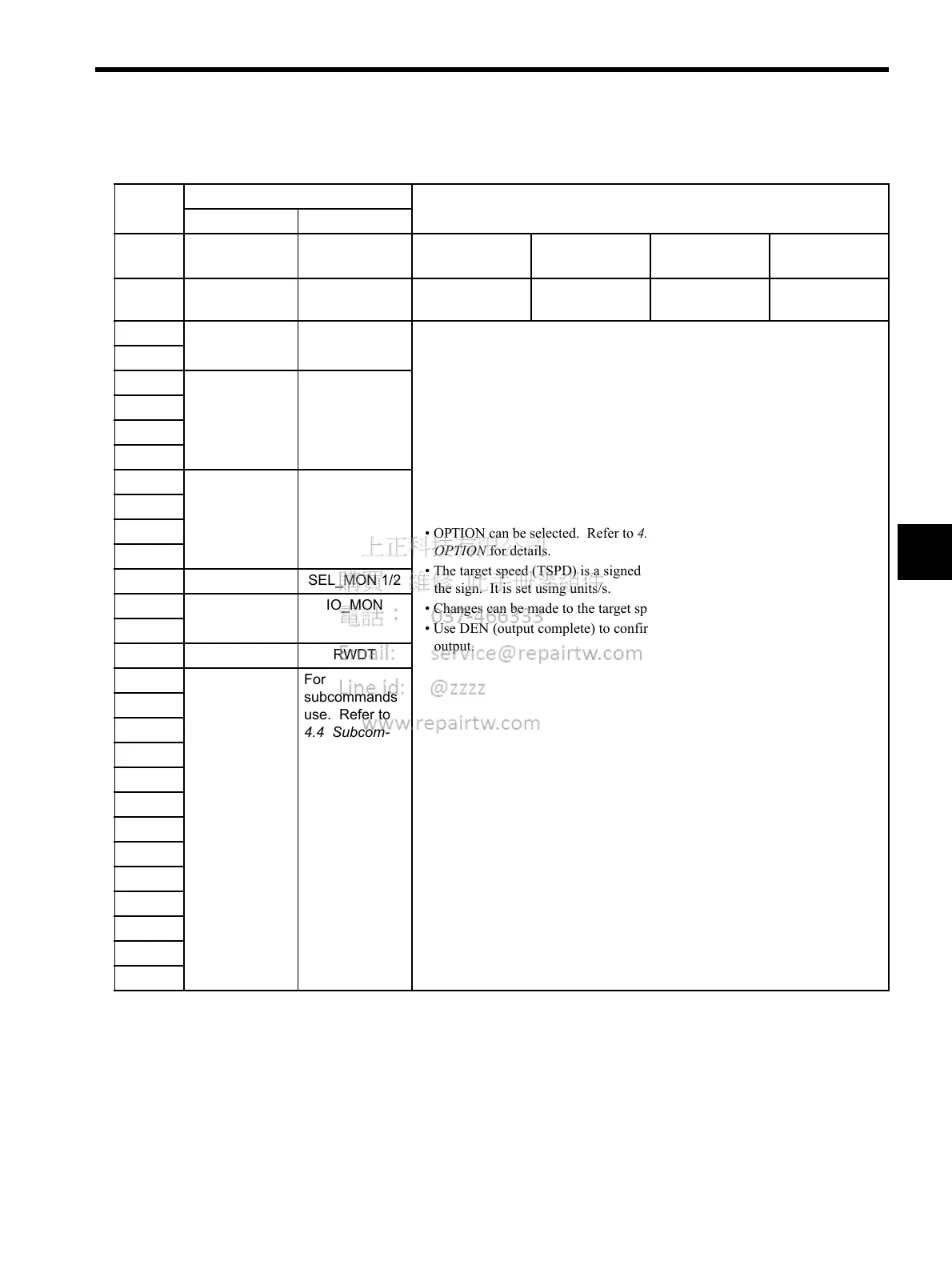
4.3.26 Constant Speed Feed (FEED: 36H)
Byte FEED Description
Command Response
1 36H 36H Processing
classifications
Motion command
group
Synchronization
classifications
Asynchronous
2 ALARM Processing time Within communi-
cations cycle
Subcommand Can be used.
3OPTIONSTATUS• Performs constant speed feeding using the target speed (TSPD). Use the Stop
Motion command (HOLD: 25H) to stop the constant speed feeding. The posi-
tion control loop is effective during this command.
• Can be used during phases 2 and 3.
• A command warning will occur and the command will be ignored in the fol-
lowing cases.
- During phase 1: MECHATROLINK-II command warning (A.95)
- If the SERVOPACK is Servo OFF:
MECHATROLINK-II command warning (A.95)
- If the target speed (TSPD) exceeds the limit: Parameter setting warning
(A.94)
• OPTION can be selected. Refer to 4.5.2 Option Field Specifications:
OPTION for details.
• The target speed (TSPD) is a signed 4 bytes. The direction is determined by
the sign. It is set using units/s.
• Changes can be made to the target speed during movement.
• Use DEN (output complete) to confirm the completion of position reference
output.
4
5 MONITOR1
6
7
8
9 TSPD MONITOR2
10
11
12
13 SEL_MON 1/2 SEL_MON 1/2
14 IO_MON
15
16 WDT RWDT
17 For
subcommands
use. Refer to
4.4 Subcom-
mands.
For
subcommands
use. Refer to
4.4 Subcom-
mands.
18
19
20
21
22
23
24
25
26
27
28
29

 Loading...
Loading...


