V1108, 8.15
difference.
Example:
- When the programmed and displayed value = 250 and the actual, mechanical position
value = 252 the CX parameter = -2.
- When the programmed and displayed value = 250 and the actual, mechanical position
value = 248 the CX parameter = +2.
In case there are several X-axes installed, a separate parameter is available for each X-
axis.
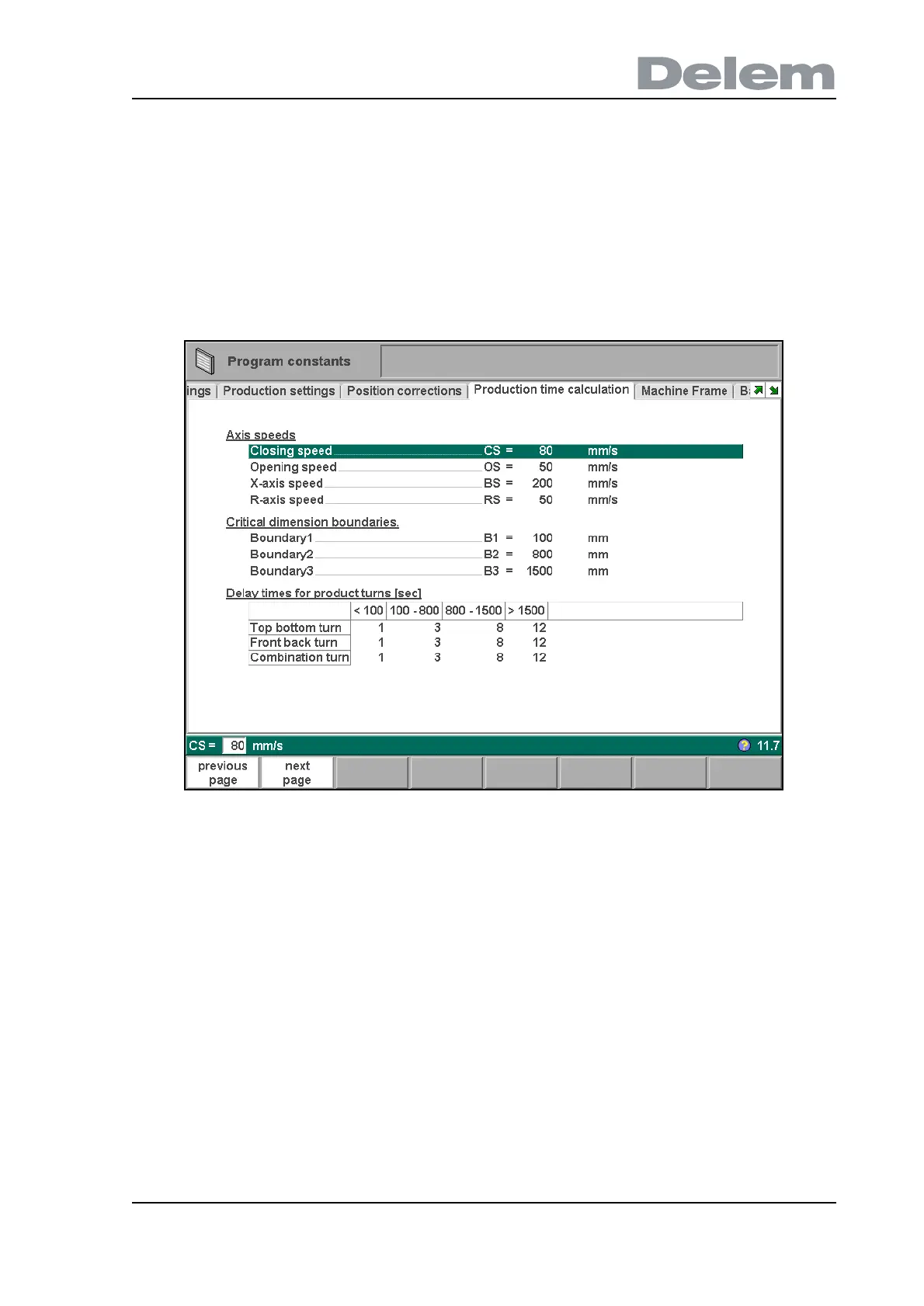
8.8. Production time calculation
8.n
The parameters on this page are used to calculate the production time for a product. This
production time depends on the positioning speed of the axes and the product handling times.
Closing speed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..CS=
Speed of the Y axis during fast closing.
Opening speed. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..OS=
Speed of the Y axis during opening.
X-axis speed. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..BS=
Working speed of the back gauge of your press brake.
R-axis speed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ..RS=
Working speed of the R-axis fingers (only in case you have an R-axis in your machine)
Turning of a product takes production time. This time depends upon the length and width of
your product.