V1108, 4.8
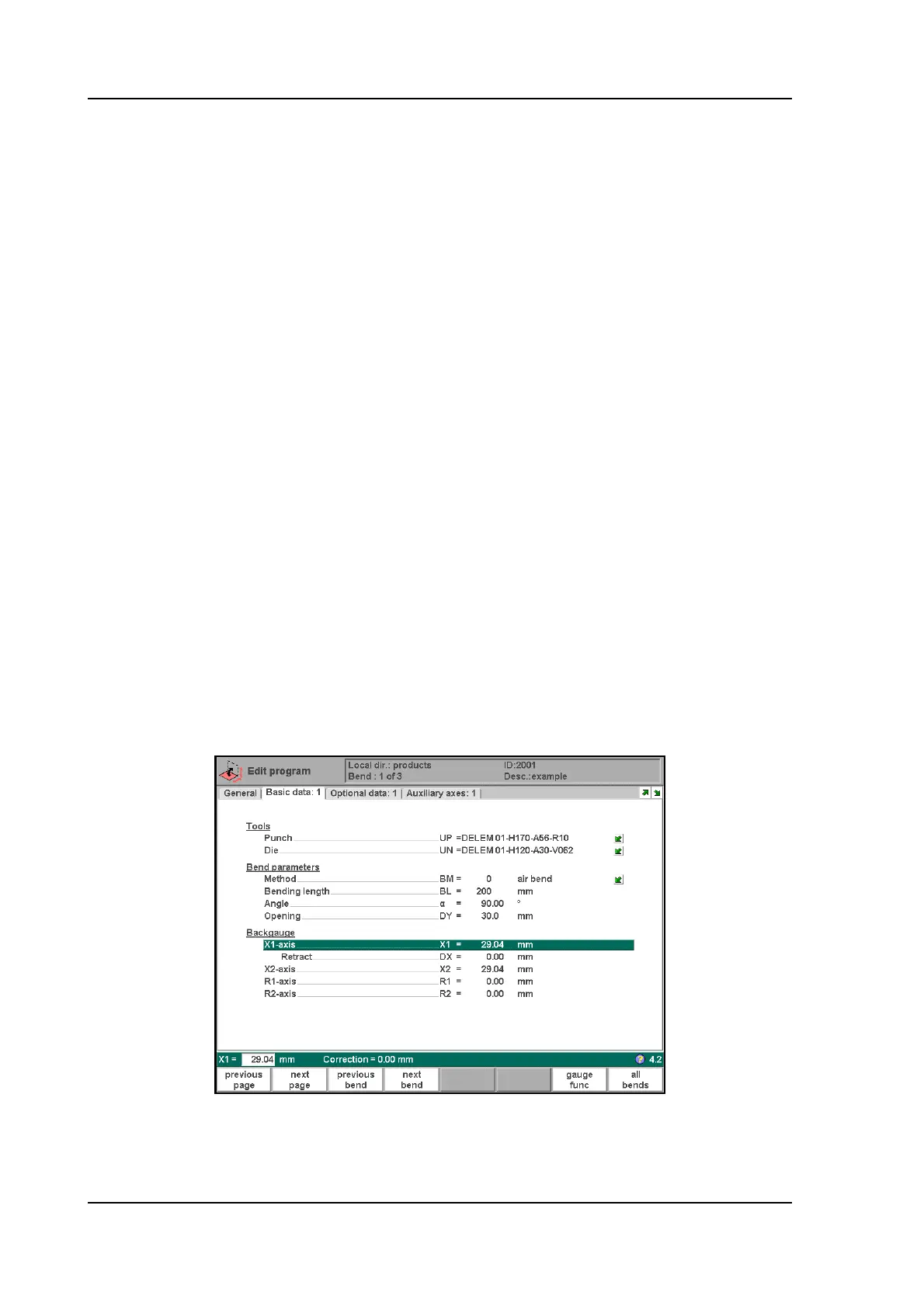
Bending length . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BL
Length of the sheet between tools.
Angle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
α
The required angle of this bend. This parameter only appears if angle programming is
selected with the parameter 'Angle sel.' and the bend method is an air bend.
Bend position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Y
The required Y-axis position for this bend. This parameter only appears if absolute
programming is selected with the parameter 'Angle sel.' This parameter also appears if
the bend method is bottoming and/or flattening.
Opening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DY
This parameter results in a certain gap opening between the punch and the die after the
bend. A positive value is the gap opening above Mute, a negative value below Mute.
When you want to limit the handling time of the product you can program a small
positive or a negative value.
X-axis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .X
The position of the X-axis, also known as back gauge position.
When a negative value is programmed this back gauge value is interpreted as a relative
value. This value is subtracted from the actual X-axis position. Therefore this parameter
can also be used as a chaining measure.
Retract . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .DX
Retract distance of back gauge during the bending. The "backgauge retract" is started
when the beam is pinching the sheet.
• Gauge function
The function key ‘gauge func’ (S7) appears when the cursor bar is on an axis parameter.
4.d
If ‘gauge func’ is pressed, a window appears with several programmable parameters. These
parameters serve to program the desired finger positions for a certain bend. The necessary