ENGINE
B
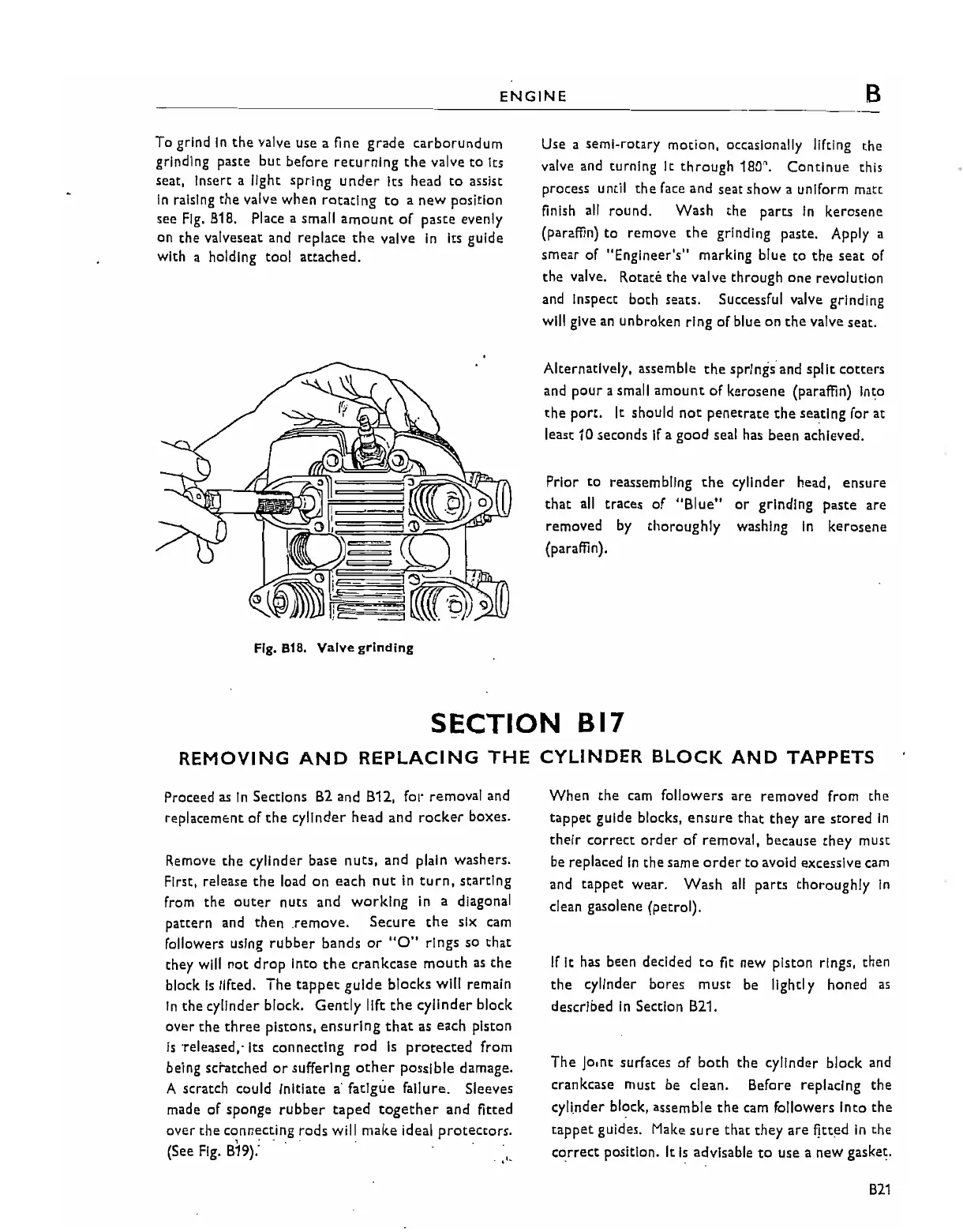
To grind
In
the valve
Use
a fine grade carborundum
grinding paste
but
before
returning
the
valve
to
Its
seat, insert a
light
spring
under
its head
to
assist
In
raising
the valve when
rotating
to
a
new
position
see Fig. 818. Place a small
amount
of
paste
evenly
on
the
valveseat and
replace
the
valve
In
Its gUide
with a holding tool
attached.
Fig. 818. Valve grinding
Use
a semi-rotary
motion,
occasionally lifting the
valve and
turning
It
through
180'.
Continue
this
process until
the
face and seat
show
a uniform matt
finish
all
round.
Wash
the
parts
In
kerosene
(paraffin)
to
remove
the
grinding paste. Apply a
smear
of
"Engineer's"
marking blue
to
the
seat
of
the
valve. Rotate
the
valve
through
one
revolution
and Inspect both seats. Successful valve grinding
will give an
unbroken
ring
of
blue on
the
valve seat.
Alternatively. assemble
the
springs and
spilt
cotters
and
pour
a small
amount
of
kerosene
(paraffin) Into
the
port.
It should
not
penetrate
the
seating for at
least
10 seconds
If
a
good
seal has
been
achieved.
Prior
to
reassembling
the
cylinder head,
ensure
that
all
traces
of
"Blue"
or
grinding
paste
are
removed by
thoroughly
washing
In
kerosene
(paraffin).
SECTION
BI7
REMOVING
AND
REPLACING
THE
CYLINDER
BLOCK
AND
TAPPETS
Proceed
as
In
Sections
B2
and B12,
fOI'
removal
and
replacement
of
the
cylinder
head
and
rocker
boxes.
Remove
the
cylinder base
nuts.
and plain washers.
First, release
the
load
on
each
nut
in
turn,
starting
from
the
outer
nUts
and
working
In
a diagonal
pattern
and
then .remove. Secure
the
six
cam
followers using
rubber
bands
or
"0"
rings
so
that
they will
not
drop
Into
the
crankcase
mouth
as
the
block
Is
lifted.
The
tappet
guide
blocks
will remain
In
the
cylinder block.
Gently
lift
the
cylinder
block
over
the
three
pistons,
ensuring
that
as each piston
is
·released," Its
connecting
rod
Is
protected
from
being
scratched
or
suffering
other
possible
damage.
A scratch could Initiate a'
fatigue
failure. Sleeves
made
of
sponge
rubber
taped
together
and
fitted
over the connecting rods will make ideal
protectors.
(See
Fig.
B19).'·'
,
When
the
cam followers
are
removed
from
the
tappet
guide blocks,
ensure
that
they
are
stored
In
their correct order
of
removal, because
they
mUst
be replaced
In
the same
order
to
avoid
excessIve
cam
and
tappet
wear.
Wash
all
parts
thoroughly
In
clean gasolene
(petrol).
If
It has been decided
to
fit new piston rings, then
the
cylinder bores
must
be light! y
honed
as
described
In
Section B21.
The
joont surfaces
of
both
the
cylinder
block
and
crankcase must be clean. Before replacing
the
cyllnder block, assemble
the
cam followers
Into
the
tappet
guides. Make su
re
that
they
are
fjtted
In
the
correct
position. It
Is
advisable
to
use a
new
gasket.
B21