ENGINE
..
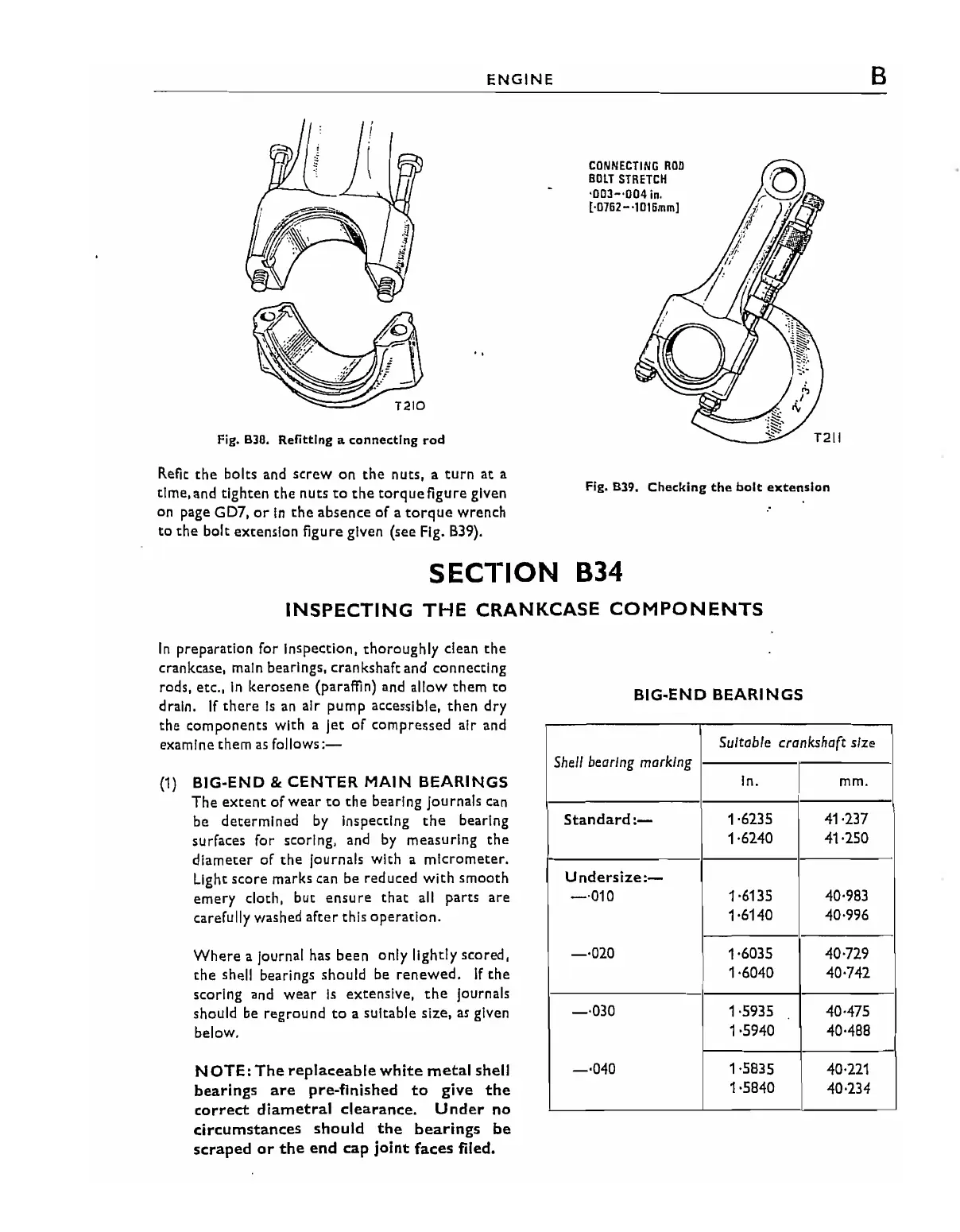
Fig. B38. RefittIng a connectIng
rod
Refit
the
bolts
and
screw
on
the
nuts, a turn at a
tlme,and tighten
the
nuts
to
the
torque
figure given
on page GD7,
or
In
the
absence
of
a
torque
wrench
to
the
bolt extension figure given (see Fig.
B39).
CONNECTING
ROO
BOLT
STRETCH
'003-'004
in.
[·0762-·1016mm]
Fig.
839.
Checking
the
bolt
extension
B
SECTION
834
INSPECTING
THE
CRANKCASE
COMPONENTS
In
preparation for Inspection,
thoroughly
clean
the
crankcase, main bearings, crankshaft and connecting
rods, etc.,
In
kerosene (paraffin) and allow them
to
drain.
If
there
Is
an
air pump accessible,
then
dry
the components with a
jet
of
compressed air and
examine them
as
fallaws:-
(1)
BIG-END &
CENTER
MAIN
BEARINGS
The
extent
of
wear
to
che bearing Journals can
be determined
by
Inspecting
the
bearing
surfaces for scoring, and
by
measuring
the
diameter
of
the
journals with a micrometer.
Light score marks can be reduced
with
smooth
emery cloth, but
ensure
that all parts are
carefully washed
after
this
operation.
Where
a Journal has been only lightly scored,
the
shell bearings should be
renewed.
If
the
scoring
and
wear
Is
extensive,
the
Journals
should be reground
to
a suitable size,
as
given
below.
NOTE:
The
replaceable
white
metal
shell
bearings
are
pre-finished
to
give
the
correct
diametral
clearance.
Under
no
circumstances
should
the
bearings
be
scraped
or
the
end
cap
joint
faces
filed.
BIG-END
BEARINGS
Suitable crankshaft size
Shell
bearing
markIng
In. mm.
Standard:-
1·6235 41·237
1·6240 41·250
Undersize:-
-·010
1·6135 40·983
1·6140
40·996
-·020
1·6035
40·729
1·6040 40·742
-·030
1·5935 40·475
1·5940
4Q.488
-·040
1·5835 40·221
1·5840 40·234
B35