Bit 4 If you have implemented the "Clamp/release spindle" function using the manufacturer
cycle CUST_TECHCYC.SPF, then using this machine data, you can activate the "Clamp/
release spindle" parameter in the drilling and milling screens.
= 0 The "Clamp/release spindle" parameter is not displayed in the drilling and milling screens.
ShopTurn automatically clamps the spindle if it makes sense for the particular machining
operation.
= 1 The "Clamp/release spindle" parameter is displayed in the drilling and milling screens.
You decide for which machining operation the spindle should be clamped.
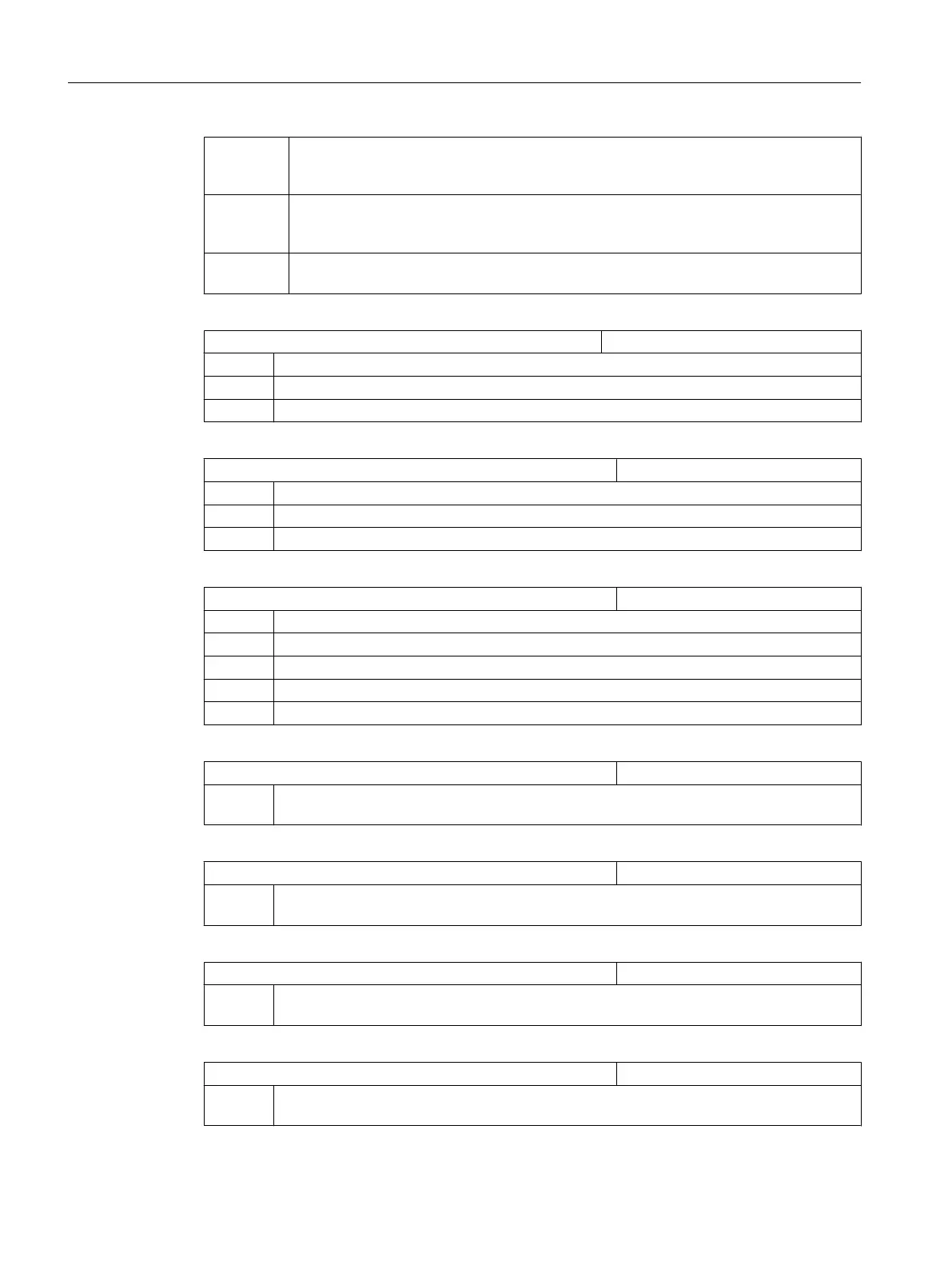
MD52216 $MCS_FUNCTION_MASK_DRILL Drilling function screen
Bit 3 Constant cutting speed referred to the diameter of the centering
= 0 Constant cutting speed referred to the diameter of the tool
= 1 Constant cutting speed referred to the diameter of the centering
MD52218 $MCS_FUNCTION_MASK_TURN Turning function screen
Bit 2 Enable tailstock
Bit 5 Enable spindle control of the tool spindle via user interface
Bit 6 Enable Balance Cutting for two-channel stock removal
MD52229 $MCS_ENABLE_QUICK_M_CODES Enable fast M commands
= 0
Bit 0 Coolant OFF
Bit 1 Coolant 1 ON
Bit 2 Coolant 2 ON
Bit 3 Coolants 1 and 2 ON
MD52230 $MCS_M_CODE_ALL_COOLANTS_OFF M code for all coolants off
= 9 This machine data is used to define the M function for switching off the coolant; which is
output when the tool is changed.
MD52231 $MCS_M_CODE_COOLANT_1_ON M code for coolant 1 on
= 8 This machine data is used to define the M function for coolant 1, which is output when the
tool is changed.
MD52232 $MCS_M_CODE_COOLANT_2_ON M code for coolant 2 on
= 7 This machine data is used to define the M function for coolant 2, which is output when the
tool is changed.
MD52233 $MCS_M_CODE_COOLANT_1_AND_2_ON M code for both coolants on
= -1 This machine data is used to define the M function for coolant 1 and 2, which is output when
the tool is changed.
Technologies and cycles
21.5 Turning
SINUMERIK Operate (IM9)
534 Commissioning Manual, 12/2017, 6FC5397-1DP40-6BA1
 Loading...
Loading...














