The following identifiers should be preferably chosen for the names of the rotary axes:
● Rotary axis rotates around machine axis X → A
● Rotary axis rotates around machine axis X → B
● Rotary axis rotates around machine axis Z → C
For automatic rotary axes, the channel names of the corresponding NC rotary axes must be
entered (see $TC_CARR37[n] TENS and HUNDREDS position: Automatic mode). For manual
(manually adjustable) and semiautomatic rotary axes, you can use any axis identifier (up to
six letters or digits).
Manual and semiautomatic rotary axes are not defined in the NC. With manual rotary axes,
the value for the angular range is entered in the dialog box. Semiautomatic rotary axes are
moved mechanically on the machine, e.g. through a coupled spindle. The adaptations for this
can be made in the CUST_800 manufacturer cycle. The value for the angular range must not
be specified, the rotary axis positioning is performed automatically.
Machine manufacturer
Please refer to the machine manufacturer's specifications.
$TC_CARR35[n] Name of rotary axis 1
$TC_CARR36[n] Name of rotary axis 2
System variable $TC_CARR37[n]
In order that a value can be displayed in the input/selection boxes of the dialog for swiveling,
the following display versions can be set:
Meaning of the decimal positions
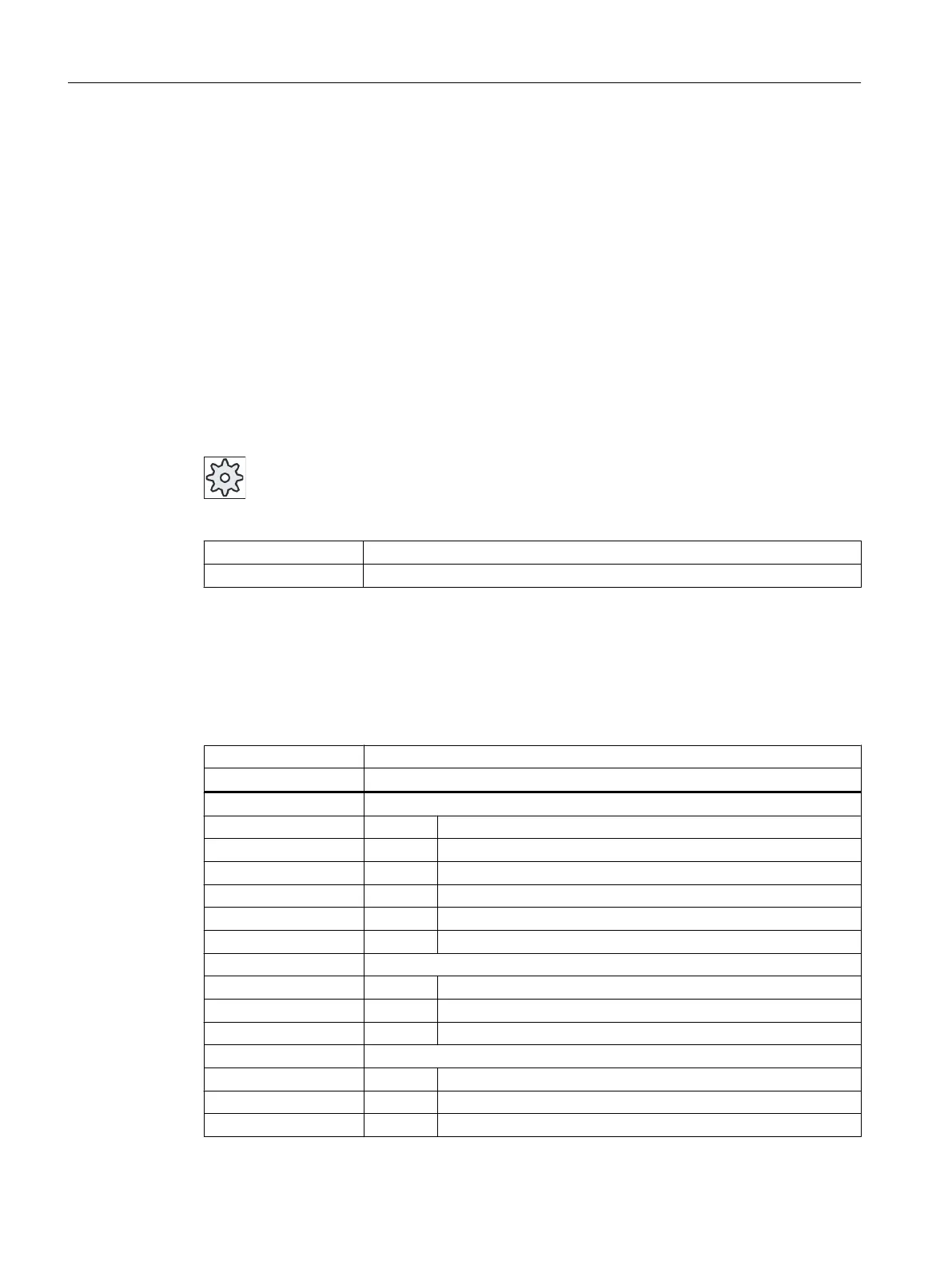
$TC_CARR37[n] Display variants of the input screens for CYCLE800
Decimal place Meaning
ONES Selects the swivel mode
0 = Axis-by-axis
1 = Axis-by-axis + projection angle
2 = Axis-by-axis + projection angle + solid angle
3 = Axis-by-axis + direct
4 = Axis-by-axis + projection angle + direct
5 = Axis-by-axis + projection angle + solid angle + direct
TENS Rotary axis 1
0 = Automatic
1 = Manual
2 = Semiautomatic
HUNDREDS Rotary axis 2
0 = Automatic
1 = Manual
2 = Semiautomatic
Technologies and cycles
21.7 Swiveling
SINUMERIK Operate (IM9)
574 Commissioning Manual, 12/2017, 6FC5397-1DP40-6BA1
 Loading...
Loading...














