There are 2 options available for this:
1. Direct entry of the orientation tolerance OTOL
Machining types: _ORI_ROUGH, _ORI_SEMIFIN, _ORI_FINISH
To enter the orientation tolerance in the input screen for CYCLE832, bit 1 =1 must be set
in the
setting data SD55220 $SCS_FUNCTION_MASK_MILL_TOL_SET
2. Tolerance is transferred with a factor on the NC command OTOL
Machining types: _ROUGH, _SEMIFIN, _FINISH
This factor can be set in the following channel-specific setting data for each machining type:
SD55441 $SCS_MILL_TOL_FACTOR_ROUGH Factor, tolerance of the rotary axes for rough‐
ing of the G group 59.
SD55442 $SCS_MILL_TOL_FACTOR_SEMIFIN Factor, tolerance of the rotary axes for rough‐
ing-finishing of the G group 59.
SD55443 $SCS_MILL_TOL_FACTOR_FINISH Factor, tolerance of the rotary axes for finish‐
ing of the G group 59.
= 10
For machines for which the orientation tolerance is not significant, the cycle setting data
SD55441 to 55443 can be set to a value of 0. No orientation tolerance is then calculated in
CYCLE832 (OTOL= -1).
Machining type and technology G group 59
The machining types of the technology G group 59 are permanently assigned in CYCLE832
or in CUST_832.SPF:
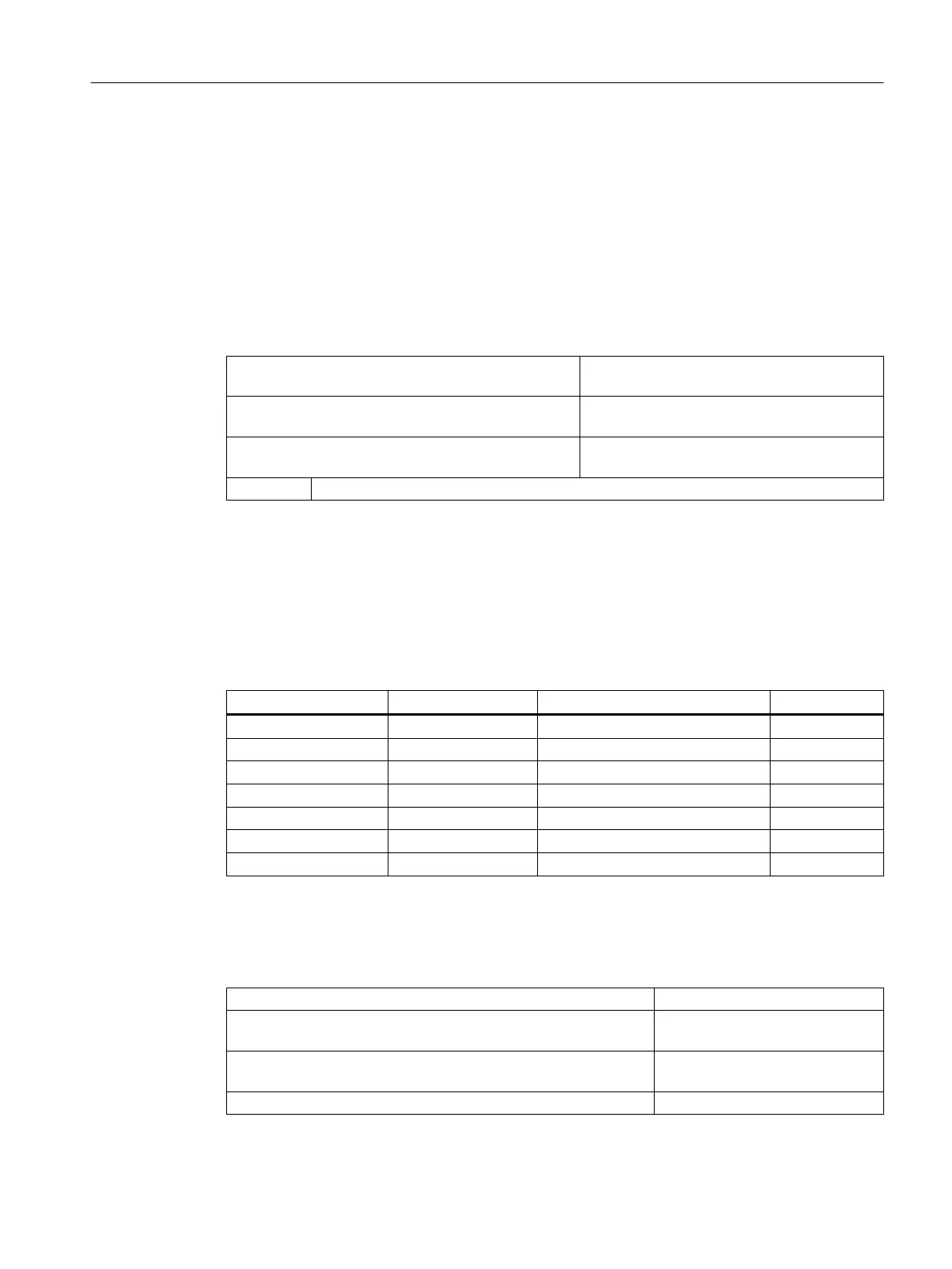
Machining type Plain text Technology G group 59 Field index
Deselection _OFF DYNNORM 0
Roughing _ROUGH DYNROUGH 2
Rough-finishing _SEMIFIN DYNSEMIFIN 3
Finishing _FINISH DYNFINISH 4
Roughing
*)
_ORI_ROUGH DYNROUGH 2
Semi-finishing
*)
_ORI_SEMIFIN DYNSEMIFIN 3
Finishing
*)
_ORI_FINISH DYNFINISH 4
*)
With entry of an orientation tolerance
Dynamic parameters can be adapted to the respective machining operation with the
technology G groups. Using the commands of technology G group 59, the value of the following
channel and axis-specific machine data is activated using the corresponding array index:
MD20600 $MC_MAX_PATH_JERK[0..4] Path dependent maximum jerk.
MD20602 $MC_CURV_EFFECT_ON_PATH_ACCEL[0..4] Influence of path curvature on path
dynamic response.
MD20603 $MC_CURV_EFFECT_ON_PATH_JERK[0..4] Influence of path curvature on path
jerk.
MD32300 $MA_MAX_AX_ACCEL[0..4] Maximum axis acceleration.
Technologies and cycles
21.9 High-speed machining
SINUMERIK Operate (IM9)
Commissioning Manual, 12/2017, 6FC5397-1DP40-6BA1 613
 Loading...
Loading...














