Tools
Do I n e ed a too l li s t?
Tool management is only required if you have an automatic tool changer or if you are working with
tool radius compensation or length compensation (G41 / G42 or G43). If you load the tool
manually, and only ever use one per program, you can always work with only one tool number
(T1), and you do not need to create a tool list.
Ra dius c o mpe nsat ion a n d l e ngt h c o mpe n sati on
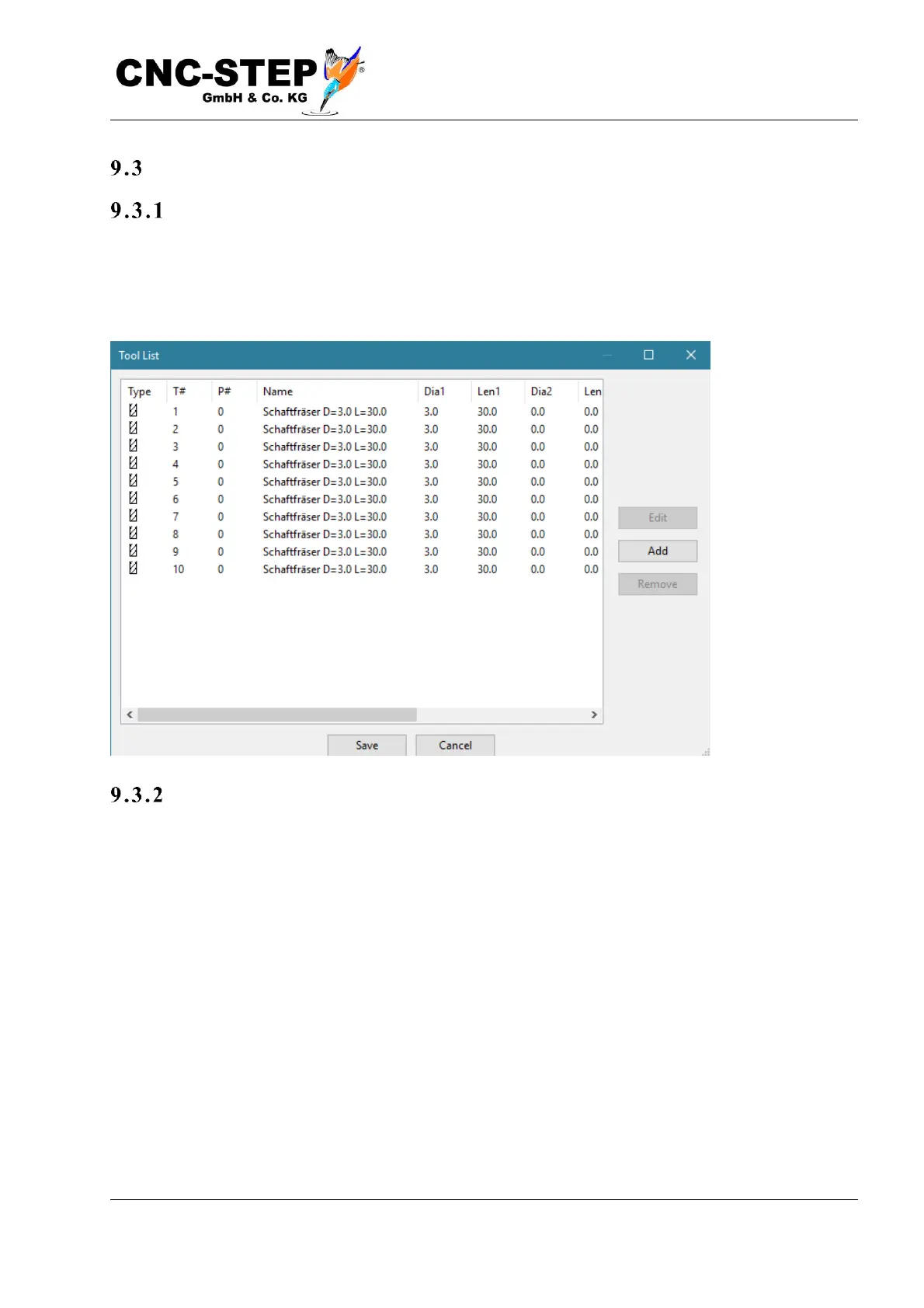
The image above shows the tool list with the most important parameters. Type and name are for
convenience only. The T number is the number used to identify the tool in the G code. The P
number is the number of the place in the tool magazine. This is only needed if an automatic tool
changer is used where the T number is not the same as the location number. Diameter 1 (Dm 1) is
the effective diameter of the main cutting edges and is also used for radius compensation (G41 /
G42). Length 1 (L. 1) is the total length of the tool and is used for length compensation (G43).
Depending on the tool type, a second diameter and a second length can be specified. This can be,
for example, shaft diameter and cutting length. The secondary parameters are only used for the
visualization and play no role in the program flow.