Chapter 7
108
UM10372_PCNC440_Manual_0221A
PROgRAMMiNg
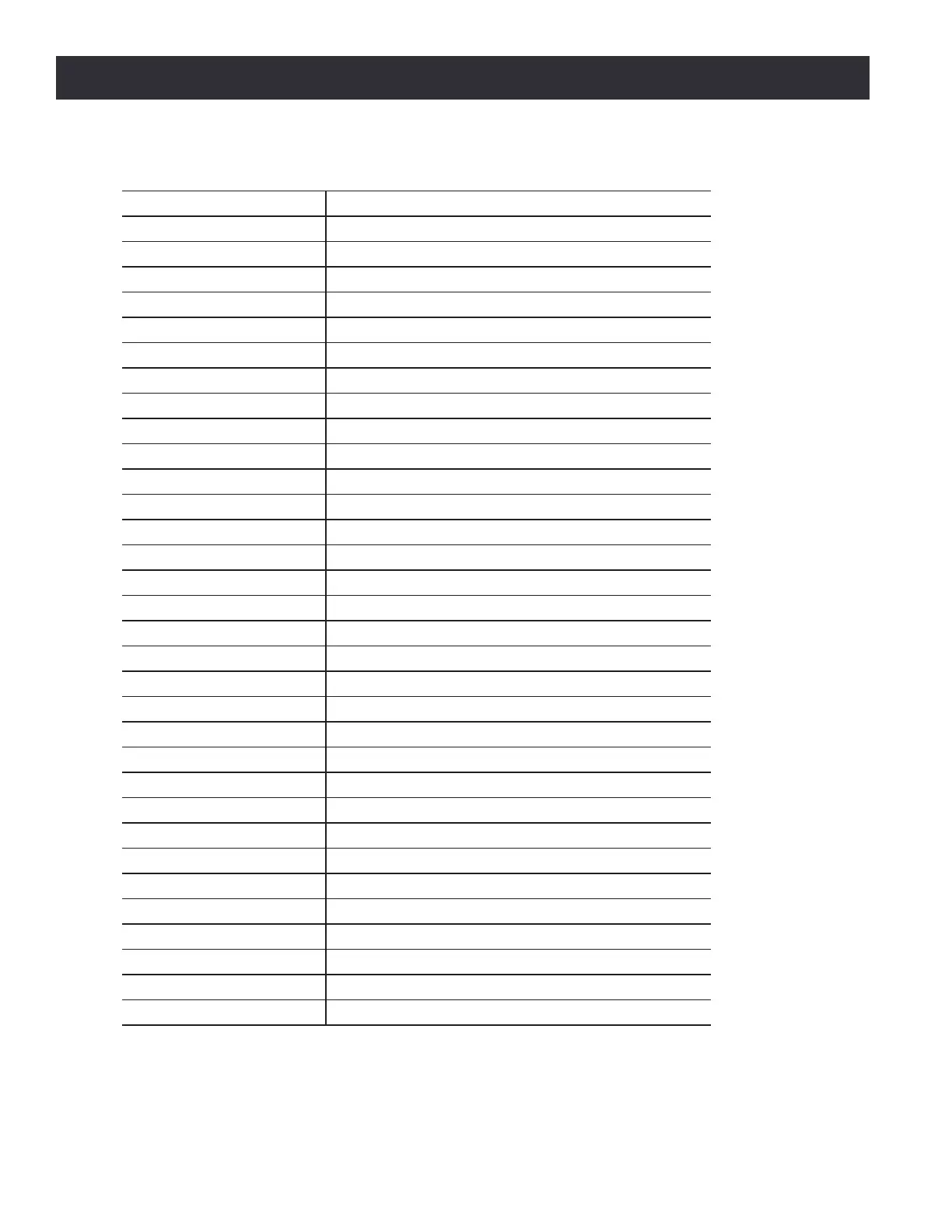
Summary of G-codes
G28.1 Reference axes
G30 Return home
G33 Spindle sync. moon (e.g. threading)
G33.1 Rigid tapping
G40 Cancel cuer radius compensaon
G41/G42 Start cuer radius compensaon le/right
G41.1, G42.1 Dynamic Cuer Compensaon
G43 Apply tool length oset
G49 Cancel tool length oset
G53 Move in absolute machine coordinate system
G54 Use xture oset 1
G55 Use xture oset 2
G56-58 Use xture oset 3, 4, 5
G59 Use xture oset 6 / use general xture number
G61/G61.1 Path control mode
G64 Path control with oponal tolerance
G73 Canned cycle – peck drilling
G76 Mul-pass threading cycle
G80 Cancel moon mode (including canned cycles)
G81 Canned cycle – drilling
G82 Canned cycle – drilling with dwell
G83 Canned cycle – peck drilling
G85 Canned cycle – boring, no dwell, feed out
G86 Canned cycle – boring, spindle stop, rapid out
G88 Canned cycle – boring, spindle stop, manual out
G89 Canned cycle – boring, dwell, feed out
G90, G90.1 Absolute distance mode
G91, G91.1 Incremental distance mode
G92 Oset coordinates and set parameters
G92.x Cancel G92 etc.
G93, G94, G95 Feed modes
G96, G97 CSS, RPM modes
G98 Inial level return / R-point level aer canned cycles
(...continued)