Chapter 4
37
UM10372_PCNC440_Manual_0221A
OPERATiON
4.1.3 Accessory Port
The Accessory Port is located on the side of the
electrical panel (see Figure 4.2).
4.2 Initializing the Mill
To prepare the mill for moon, the mill must be
inialized.
4.2.1 Vital Reference
Aer powering on, the mill must be referenced
in the X-, Y-, and Z-axes. Execute the referencing
procedure as follows:
1. Power on the mill following the power o/on procedure detailed in chapter 3, Installaon.
2. Click the ashing Reset buon on the PathPilot interface.
3. Click REF Z, REF X, and REF Y.
4.3 Jogging
The mill can be jogged either by using the keyboard (see Figure 4.3) or using the oponal jog shule
(see Figure 4.4).
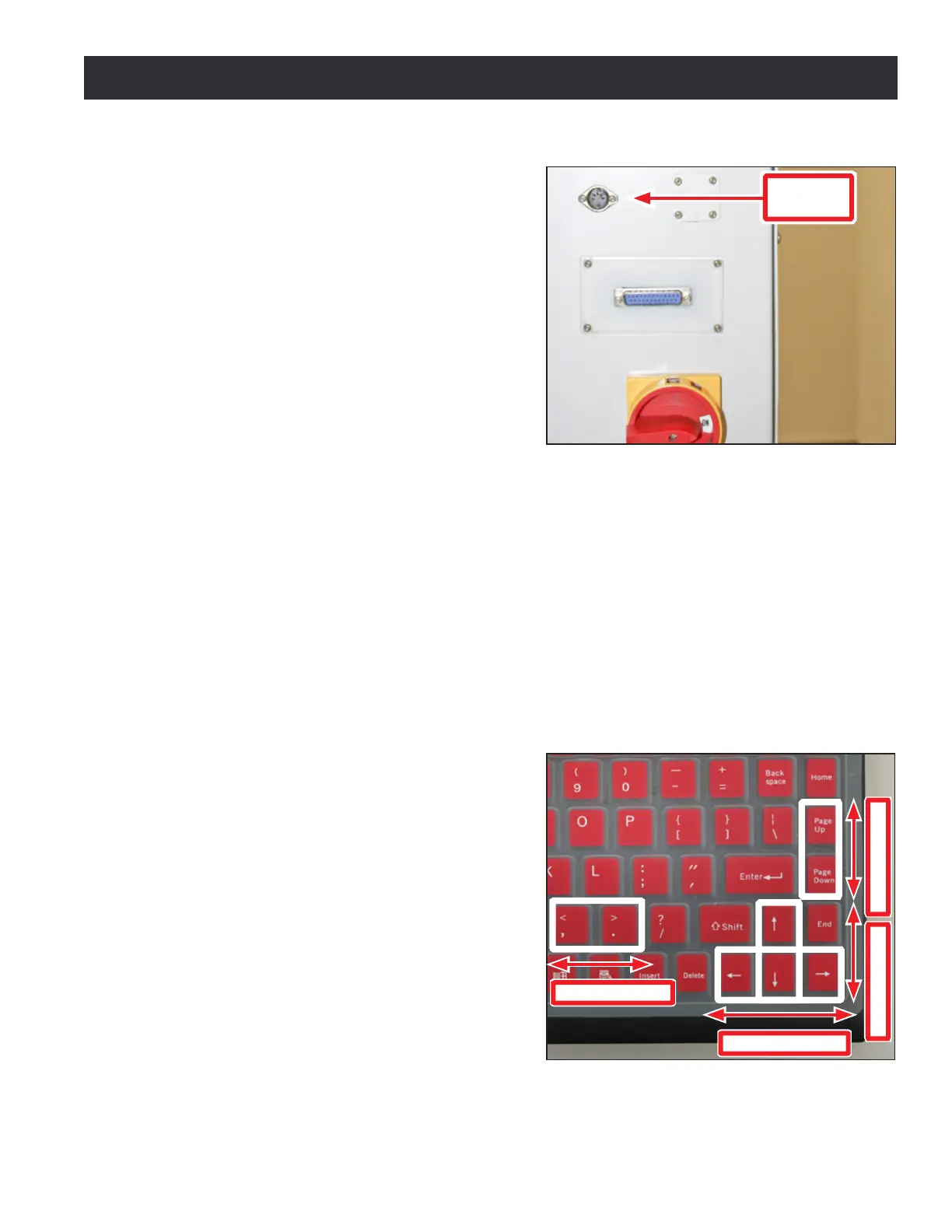
4.3.1 Keyboard
• The right arrow jogs X-axis in the posive X
direcon (table moves le of operator).
• The le arrow jogs X-axis in the negave X
direcon (table moves right of operator).
• The up arrow jogs Y-axis in the posive Y
direcon (moves table towards operator).
• The down arrow jogs Y-axis in the negave Y
direcon (moves table away from operator).
• The Page Up key jogs the Z-axis in the
posive Z direcon (moves spindle up).
• The Page Down key moves the Z-axis in the
negave Z direcon (moves spindle down).
NOTE: Jogging is not permied during G-code program
execuon or MDI moves.
Figure 4.2
Accessory
Port
Figure 4.3
Z-Axis Motion Y-Axis Motion
X-Axis Motion
A-Axis Motion
Jogging with Keyboard Keys