Chapter 7
136
UM10372_PCNC440_Manual_0221A
PROgRAMMiNg
7.5 Built-in M-codes
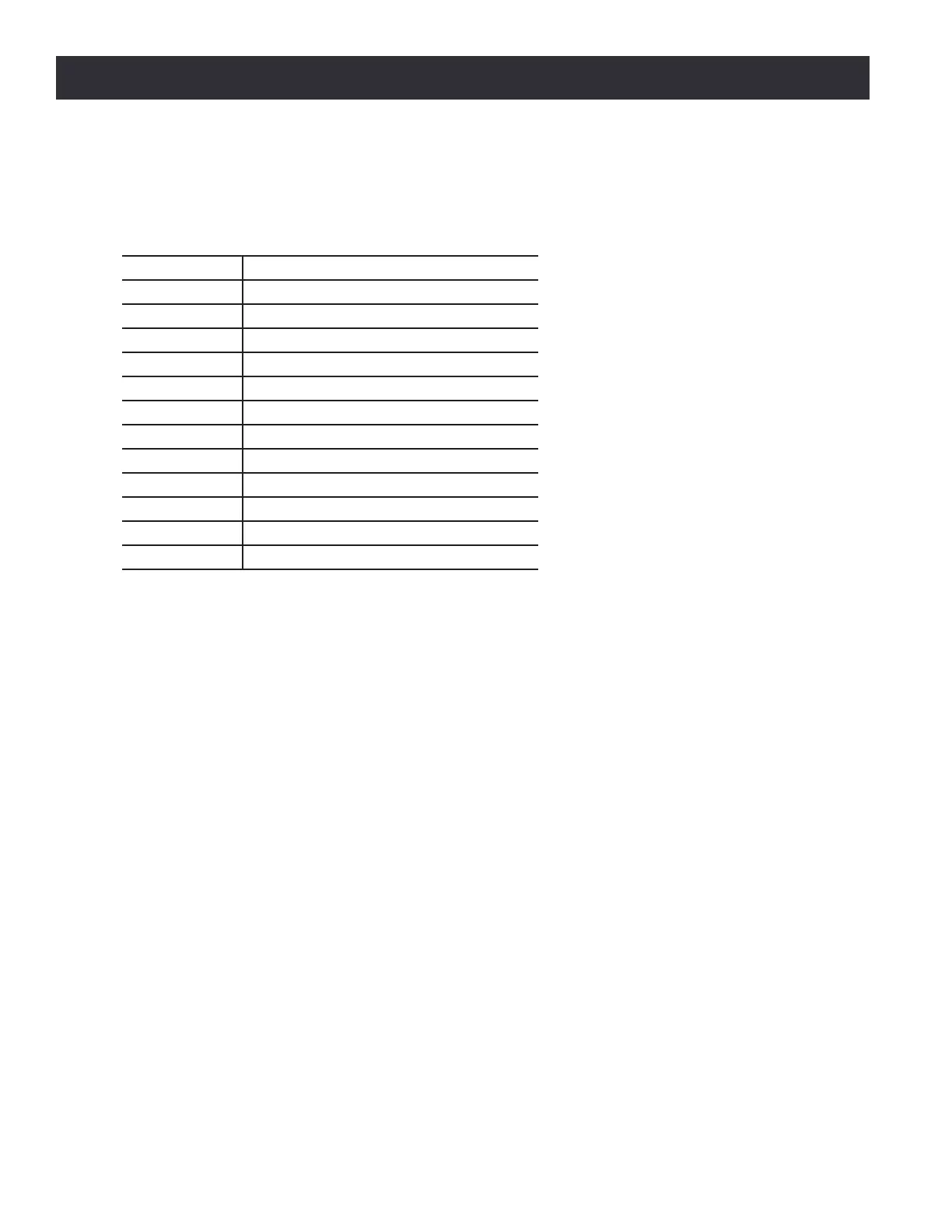
M-codes interpreted directly by the operang system are detailed in the table below:
M-code Meaning
M00 Program stop
M01 Oponal program stop
M02 Program end
M03 Rotate spindle clockwise
M05 Stop spindle rotaon
M07 or M08 Coolant on
M09 All coolant o
M30 Program end and rewind
M48 Enable speed and feed override
M49 Disable speed and feed override
M98 Call subroune
M99 Return from subroune/repeat
M100 to M199 Operator dened M-codes
7.5.1 Program Stop and Program End – M00, M01, M02, and M30
To stop a running program temporarily, regardless of the oponal stop switch seng, program: M00
To stop a running program temporarily, but only if the oponal stop switch is on, program: M01
It is OK to program M00 and M01 in MDI mode, but the eect probably won’t be noceable because
normal behavior in MDI mode is to stop aer each line of input.
If a program is stopped by an M00, M01, pressing the Cycle Start buon restarts the program at the
following line of the G-code program.
To end a program, program: M02 or M30. M02 leaves the next line to be executed as the M02 line.
M30 rewinds the G-code le. These commands can have the following eects depending on the
opons chosen on the Congure>Logic dialog:
• Axis osets are set to zero (like G92.2) and origin osets are set to the default (like G54)
• Selected plane is set to XY (like G17)
• Distance mode is set to absolute (like G90)
• Feed rate mode is set to units per minute mode (like G94)
• Feed and speed overrides are set to on (like M48)
• Cuer Compensaon is turned o (like G40)
• The spindle is stopped (like M05)
• The current moon mode is set to G01 (like G01)