Chapter 9
164
UM10372_PCNC440_Manual_0221A
MAiNTENANCE
9.3.3 Gib Adjustment
9.3.3.1 Overview
PCNC mills use dovetail-
gibbed ways to guide the
X-, Y-, and Z-axis moon.
Over me, the dovetail
ways and gibs wear from
sliding fricon and it may be
necessary to ghten the gib
to reduce axis backlash. To
compensate for wear, the
design of a dovetail-gibbed
way allows for the posion
of the gib to be adjusted
to maintain an appropriate
sliding clearance.
A properly adjusted gib minimizes lost moon by balancing convenonal backlash and sliding
fricon. A gib that is too loose results in excessive convenonal backlash; a gib that is too ght
cannot adequately support an oil lm resulng in excessive sliding fricon.
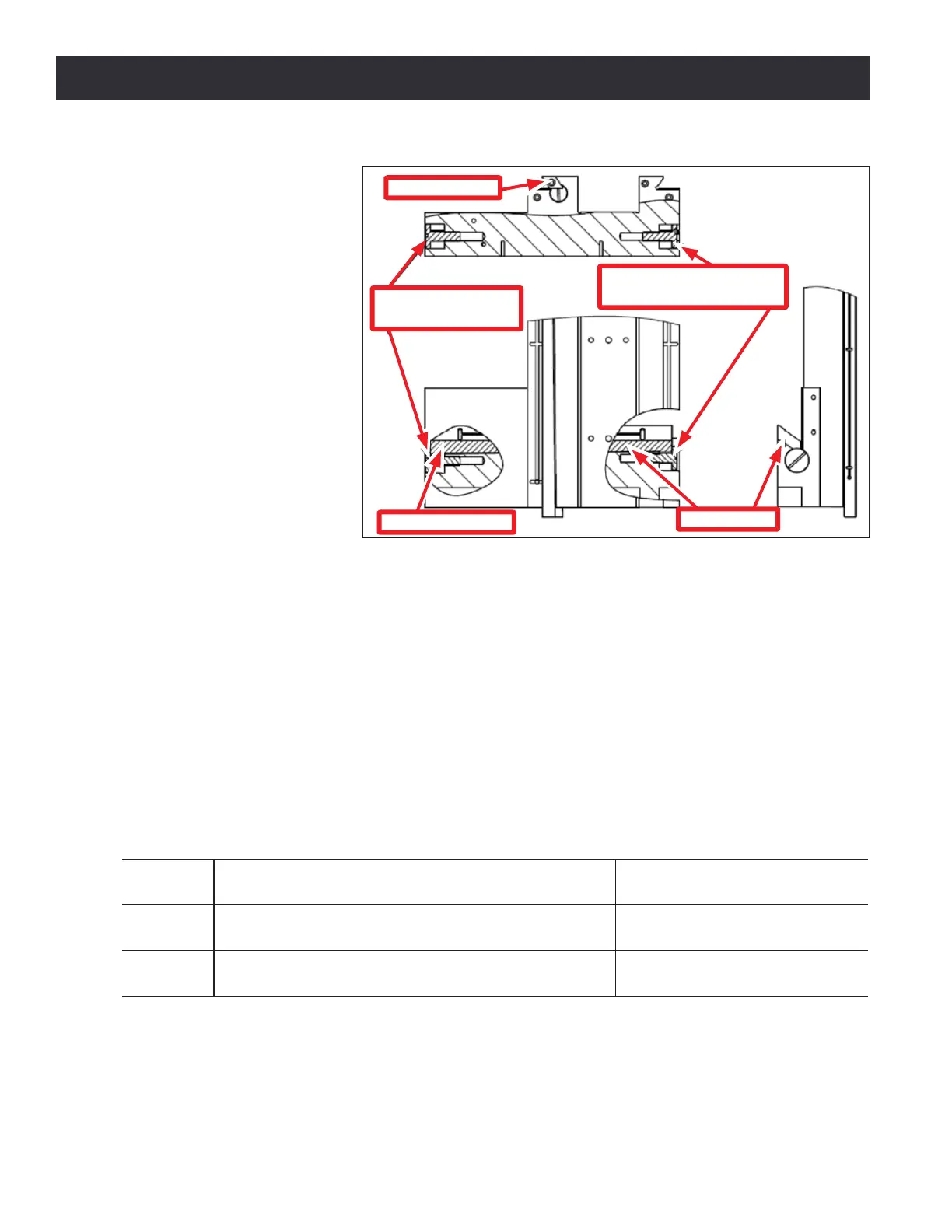
The posion of the tapered gib plate is controlled by two screws on either end of the gib that
capture the posion of the gib with respect to the saddle. These screws can be adjusted (as a pair)
to tune the ghtness and sliding fricon of the dovetail way for each axis. The Y-axis gib mechanical
detail is shown in Figure 9.2; both the X- and Z-axis have similar detail.
9.3.3.2 Adjustment Procedure
The gib ghtening adjustment procedure for each linear axis is detailed in the table below.
Gib Plate Tighten
1
Notes
X-axis Le screw clockwise/right screw counterclockwise No cover removal required
Y-axis Front screw clockwise/rear screw counterclockwise
Remove front and rear way covers
to access gib screws
Z-axis Upper screw clockwise/lower screw counterclockwise
Support spindle head with wooden
block on table
1
To loosen, reverse rotaon direcon indicated in table.
NOTE: It is dicult to assess the correct clearance for the gib, as a very small adjustment can create a
dramac change in sliding fricon.
Figure 9.2
Gib for X slide
Counterclockwise on
screw loosens slide
Clockwise on screw
tightens slide
Thick end of gib
Tapered gib