Chapter 6
87
UM10372_PCNC440_Manual_0221A
PATHPilOT iNTERFACE
Start Angle – Species the angle from angle 0. Angle 0 is a base (horizontal) line from the
center point going right (east) to the circumference. The angle from the base line can be either
posive or negave, up to 90 degrees (or -90 degrees) and rotates the paern either clockwise
or counterclockwise. A negave angle produces a clockwise rotaon; a posive angle produces a
counterclockwise rotaon. For example, to create a hex paern with ats on the top and boom,
enter 0 into the Start Angle DRO. To create a hex paern with ats on the le and right sides, enter
30 (or -30) into the Start Angle DRO.
Diameter – The size of the circular paern as dened by a line through the center point of each hole.
Center X, Center Y – Denes the center point of the circular paern.
Spot Tool # – If this DRO contains a valid tool number when Post To File is clicked, a spot drilling
sequence using this tool number will occur prior to the drilling sequence. The Feedrate, Spindle
RPM, and Z Clear from the drilling sequence will be used for the spot drilling operaon. The depth
of cut for the spot drilling will be taken from the Spot Drill DOC DRO.
Spot Tool DOC – If the drilling operaon includes spot drilling, this DRO will be used to determine
the depth of cut for the spot drilling operaon (for more informaon on dening a tool for a spot
drilling operaon, refer to Spot Tool # earlier in this secon).
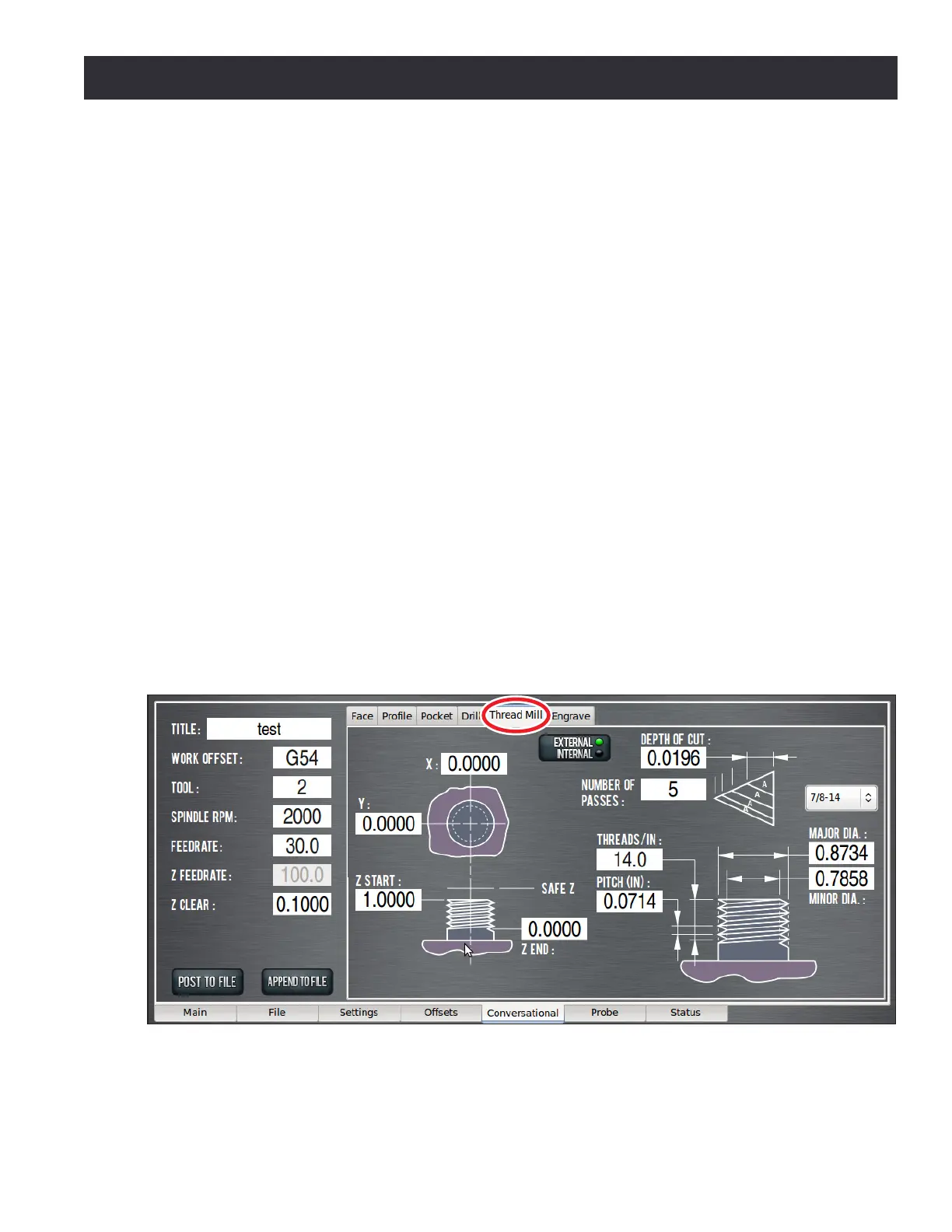
6.8.6 Thread Mill Tab
The thread milling roune produces helical tool paths needed for milling straight external or internal
right-handed threads based on pitch, diameter, and length (see Figure 6.34 and Figure 6.35).
Figure 6.34