Chapter 6
86
UM10372_PCNC440_Manual_0221A
PATHPilOT iNTERFACE
Since it is usually more convenient to touch-o a drill on its point, that conguraon is presented in
the graphics. Hole depth is usually dened as the full diameter poron of the hole, so the Z length
from the drill point to the corner may need to be considered.
Dwell – An entry greater than 0 replaces G81 with G82 in the G-code, unless there is an entry
greater than 0 in Peck. The G82 roune feeds at the Z Feedrate (a DRO in the le panel) unl
reaching the boom of the hole, then the posion is maintained during the period set by Dwell. This
is usually used to let the tool complete the cung of the hole boom before retracng. A revoluon
calculaon is presented in the graphics to aid in seng an appropriate dwell value (such as half
revoluon for a two ute drill).
Peck – An entry greater than 0 replaces G81 with G83 in the G-code. The G83 roune feeds at the
Z Feedrate starng from Z Clear down a Peck distance, then rapid retracts to Z Clear, and rapid
returns to start the next peck. The peck distance is not adjusted so the rst and last peck will likely
be shorter than the PECK seng.
Z DROs
Z Start and End – G8x starts at the Z Clear locaon and ends at Z End locaon.
Z Clear – This is the Z locaon the tool moves or retracts to at the start, end, and while pecking, as
well as moving between holes, so it must clear any obstrucons along the path between holes.
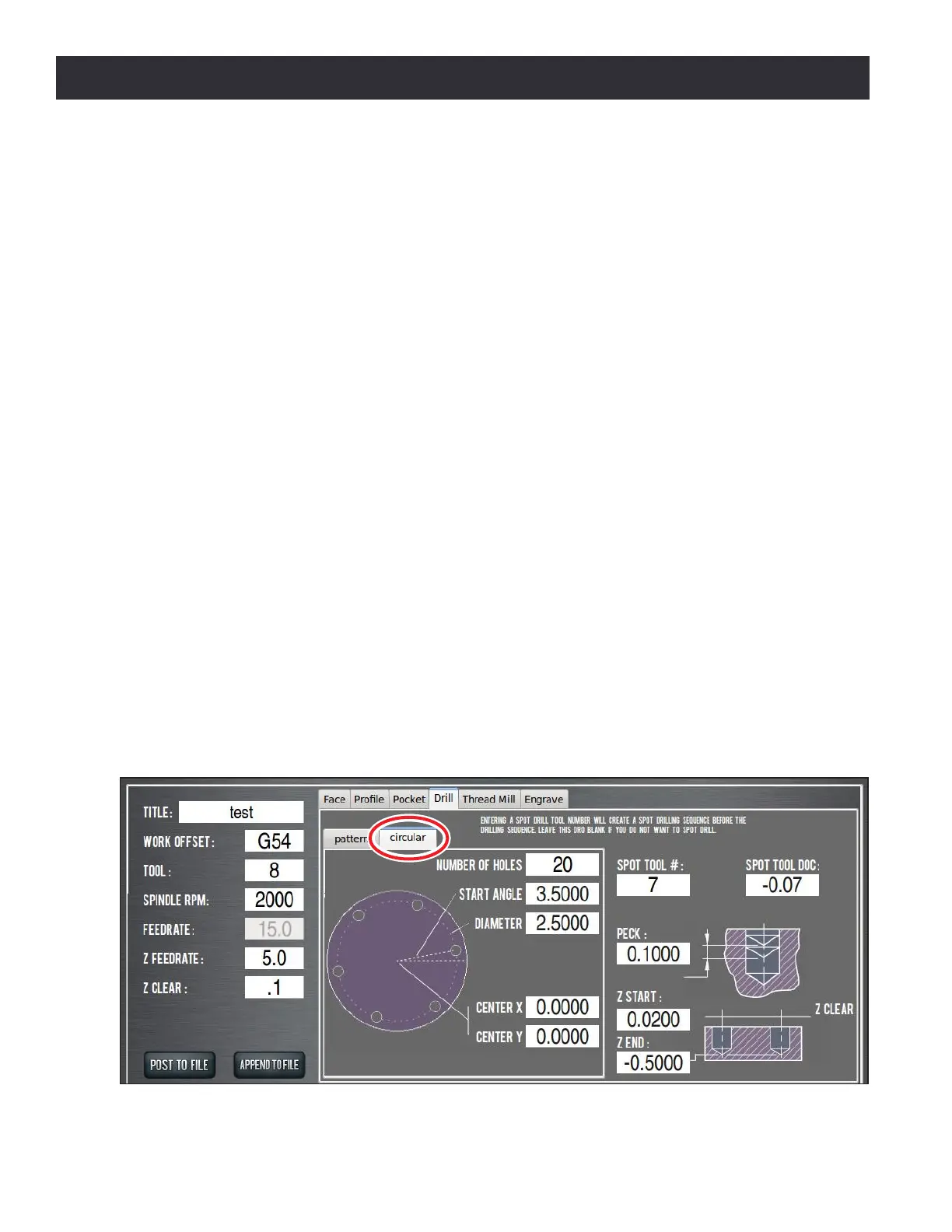
The Circular tab creates a specic hole paern of evenly spaced holes around a circumference, also
know as a bolt paern (see Figure 6.27). As with the Paern tab, all features and corresponding
DROs, like Spot and Peck, are retained.
Circular DROs
Number of Holes – Species the number of holes in the paern. This must be greater than zero.
Figure 6.33