Chapter 6
82
UM10372_PCNC440_Manual_0221A
PATHPilOT iNTERFACE
Z Start and End – The rst Z pass will cut at Z Start – Depth of Cut adjusted. The last Z pass will cut
at the Z End locaon. For a single Z pass at Z End, enter 0 or a full Z range value into the Depth of
Cut DRO.
Depth of Cut – The Depth of Cut entered into the DRO is later adjusted to t evenly within the Z
range (Z End – Z Start), so each Z pass has the same depth instead of having a short depth on the last
pass. For a single Z pass at Z End, enter 0 or a full Z range value into the Depth of Cut DRO.
Z Clear – The Z locaon the tool moves or retracts to when starng or ending a Z pass, a secon
sweep, or a secon change. This should be set to clear any obstrucons between path changes.
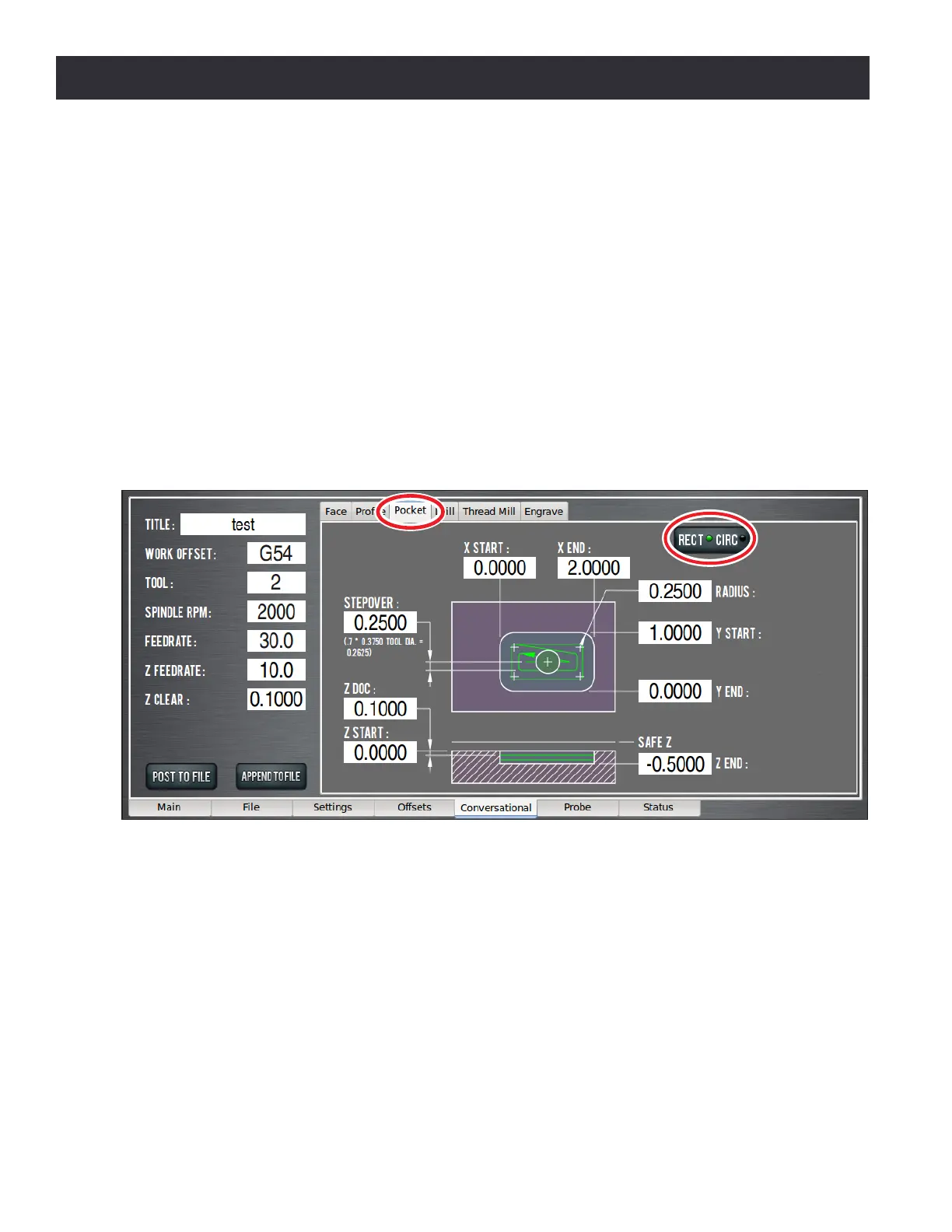
6.8.4 Pocket Tab
Pocket cuts a rectangular or circular pocket (cavity). The rectangular pocket can have a corner radius
specied, or otherwise the tool paths have sharp corners (see Figure 6.30).
6.8.4.1 Rectangular
The general tool path paern for Pocket-Rectangular depends on the size of the width (width being
considered the smaller of X or Y widths) and length of the pocket relave to tool diameter. The
paern within each Z Depth of Cut pass is repeated within the Z range (Z End – Z Start), but the entry
and clearing paerns may be dierent. There are three sub-paerns: entry, clear (out material), and
perimeter.
If tool diameter is bigger than pocket width, no G-code is produced and an error appears on the
Status screen.
Figure 6.30