Chapter 7
135
UM10372_PCNC440_Manual_0221A
PROgRAMMiNg
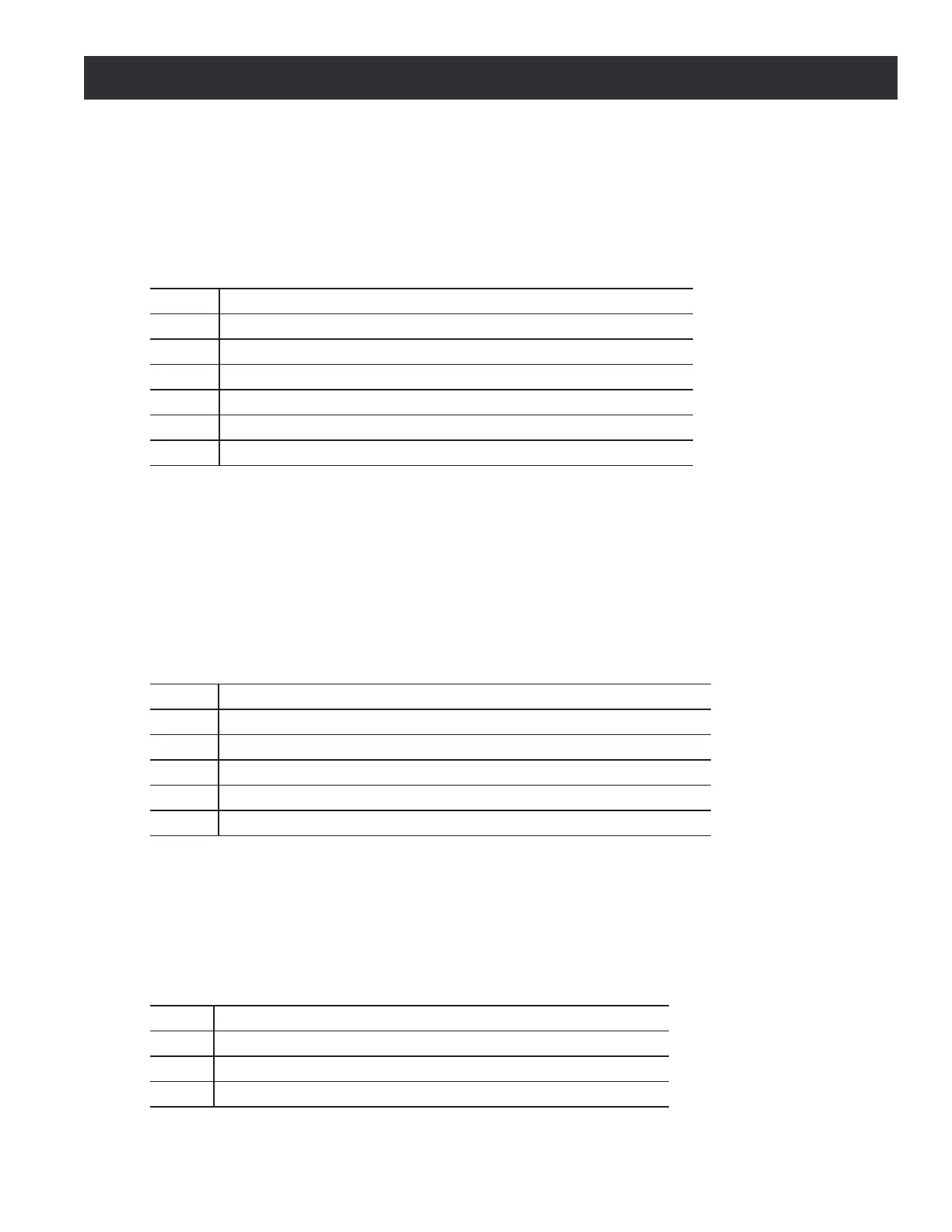
7.4.7 Boring Cycle (dwell, rapid out) – G86
The G86 cycle is intended for boring. This cycle uses a P number for the number of seconds to dwell.
Program: G86 X~ Y~ Z~ A~ R~ L~ P~
Step # Description
1 Preliminary canned cycle moon
2 Move the Z-axis only at the current feed rate to the Z posion
3 Dwell for the P number of seconds
4 Stop the spindle turning
5 Retract the Z-axis at traverse rate to clear Z
6 Restart the spindle in the direcon it was going
7 Move the Z-axis only at the current feed rate to the Z posion
The spindle must be turning before this cycle is used. It is an error if:
• The spindle is not turning before this cycle is executed
7.4.8 Boring Cycle (dwell, manual out) – G88
The G88 cycle is intended for boring and uses a P word, where P species the number of seconds to dwell.
Program: G88 X~ Y~ Z~ A~ R~ L~ P~
Step # Description
1 Preliminary canned cycle moon
2 Move the Z-axis only at the current feed rate to the Z posion
3 Dwell for the P number of seconds
4 Stop the spindle turning
5 Stop the program so the operator can retract the spindle manually
6 Restart the spindle in the direcon it was going
7.4.9 Boring Cycle (dwell, feedrate out) – G89
The G89 cycle is intended for boring. This cycle uses a P number, where P species the number of
seconds to dwell.
Program: G89 X~ Y~ Z~ A~ R~ L~ P~
Step # Description
1 Preliminary canned cycle moon
2 Move the Z-axis only at the current feed rate to the Z posion
3 Dwell for the P number of seconds
4 Retract the Z-axis at the current feed rate to clear Z