Chapter 7
131
UM10372_PCNC440_Manual_0221A
PROgRAMMiNg
At the very beginning of the execuon of any of the canned cycles (with the XY-plane selected), if
the current Z posion is below the R posion, the Z-axis will move in rapid moon to the R posion.
This happens only once, regardless of the value of L. In addion, at the beginning of the rst cycle
and each repeat, the following one or two moves are made:
• A straight traverse parallel to the XY-plane to the given XY-posion
• A straight traverse of the Z-axis only to the R posion, if it is not already at the R posion
If the XZ- or YZ-plane is acve, the preliminary and in-between moons are analogous.
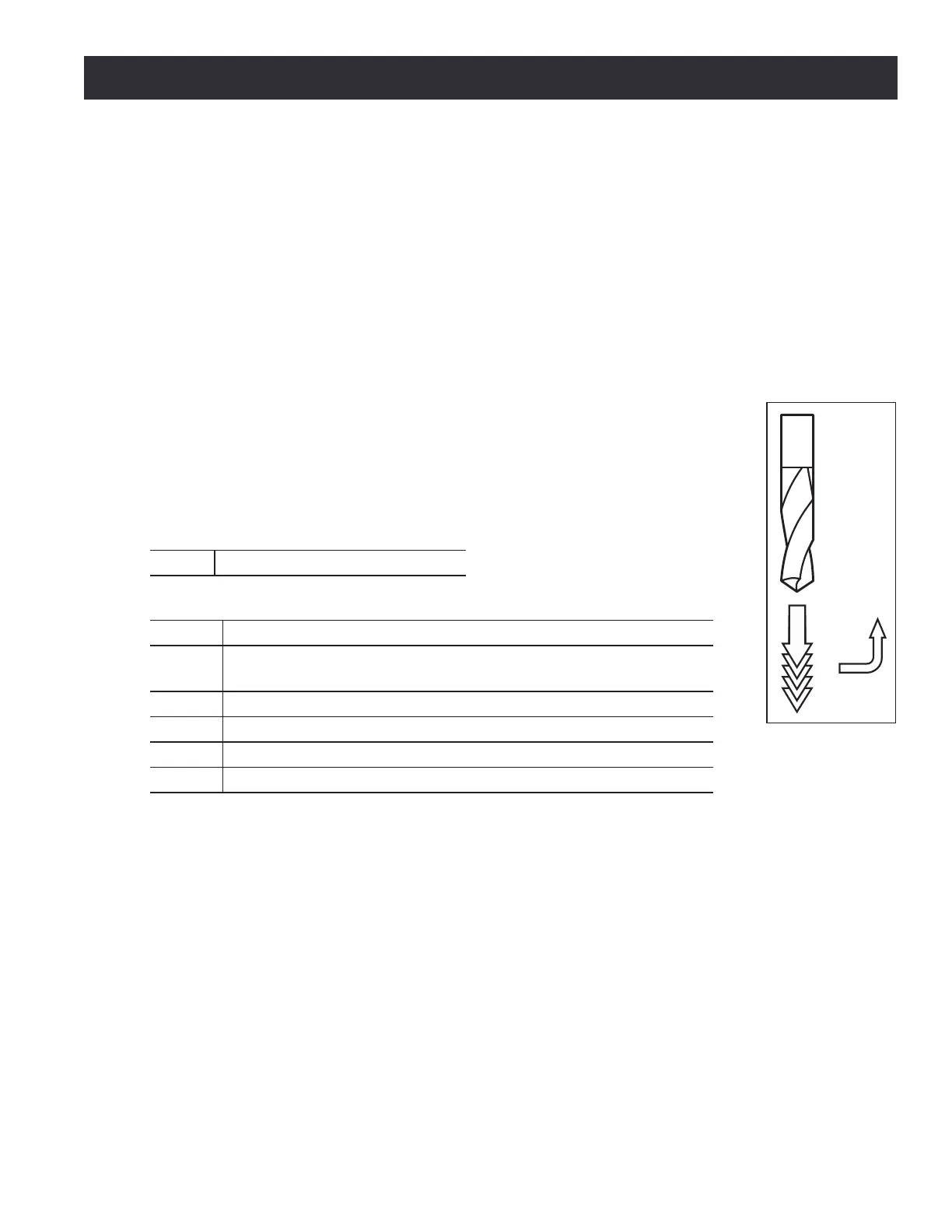
7.4.1 High Speed Peck Drilling Cycle – G73
The G73 cycle is intended for deep drilling with chip breaking (see Figure 7.7).
The retracts in this cycle break the chip but do not totally retract the drill from
the hole. It is suitable for tools with long utes which clear the broken chips
from the hole. This cycle takes a Q number which represents a delta increment
along the Z-axis. Program: G73 X~ Z~ R~ L~ Q~
Word Definition
Q~ Delta increment along Z axis
Step # Description
1 Preliminary canned cycle moon
2
Move the Z-axis only at the current feed rate downward by delta or
to the Z posion, whichever is less deep.
3 Rapid back incrementally in Z 0.010”
4 Repeat steps 1, 2 and 3 unl the Z posion is reached at step 1
5 Rapid back down to the current hole boom, backed o a bit
6 Retract the Z-axis at traverse rate to clear Z
It is an error if:
• The Q number is negave or zero
• The R number is not specied
7.4.2 Cancel Active Canned Cycle – G80
The G80 cycle cancels all canned cycles. Program: G80
It is OK to program G80 if no canned cycles are in eect. Aer a G80, the moon mode must be set
with G00 or any other moon mode G word. If moon mode is not set aer G80, this error message
appears: Cannot use axis values without a g code that uses them.
Figure 7.7