Chapter 6
81
UM10372_PCNC440_Manual_0221A
PATHPilOT iNTERFACE
The outer bound of the area is the stock material's outer edges. The inner bound is the island
perimeter. For the cung roune, the area is divided into four secons (north, east, south, and
west). As with Face, the starng posion for cung each secon is o the workpiece with an X or Y
feed into the workpiece, thus avoiding a Z plunge cut. Cung paths are restricted to climb cung,
so the tool is retracted to Z Clear at the end of each sweep of a secon, with a rapid move to the
beginning of the secon for the next sweep. Aer each secon is cut, the corner radii, if any, are cut
with a tool path that travels around the perimeter of the island. This process is repeated for each
Z Depth of Cut pass. If a nish pass is needed, leave enough material, then append your nishing
G-code (usually a single pass around the perimeter) to this le later. Feed rate on the radius cuts are
adjusted to compensate for the dierence between the tool control point rate (at the tool center)
and the actual rate at the radius surface.
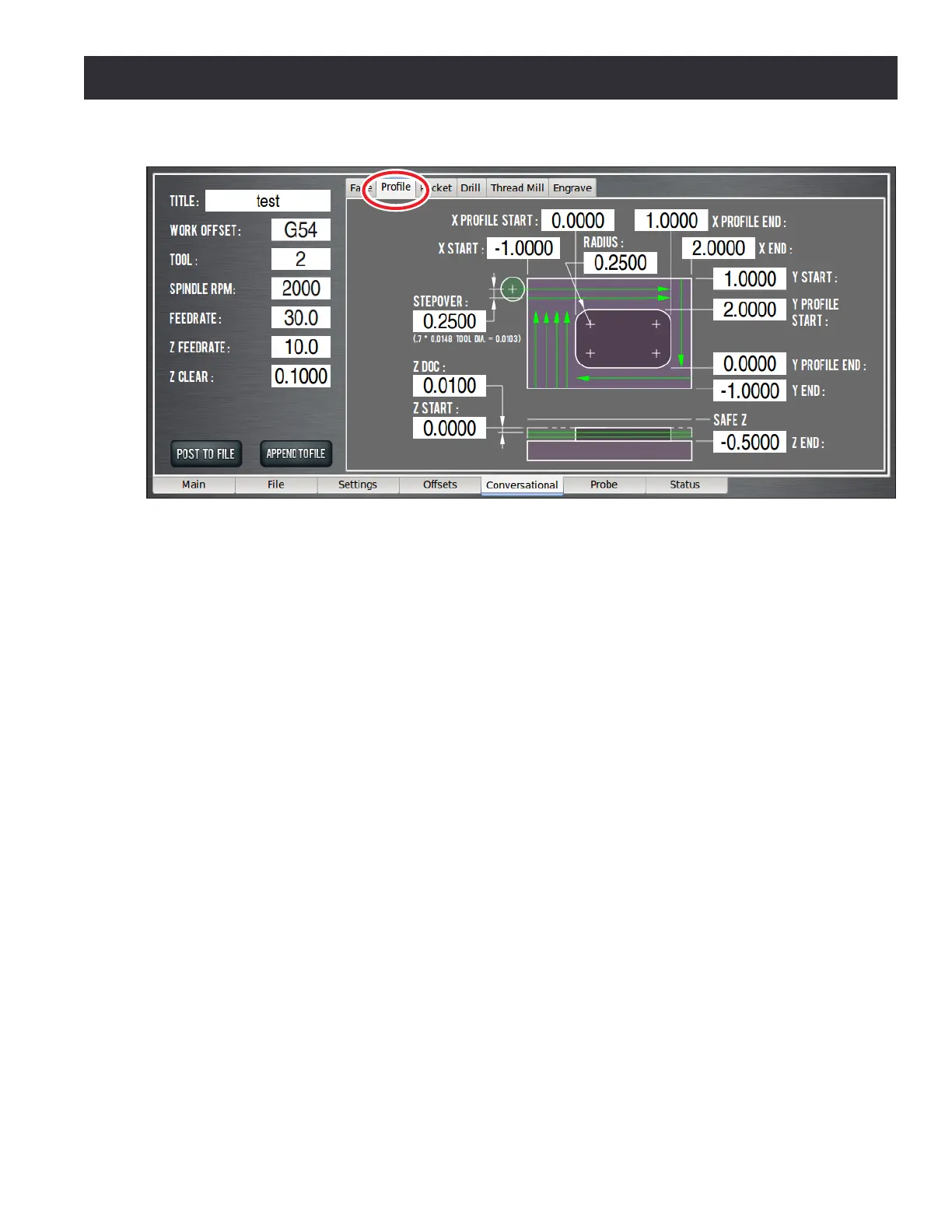
X and Y Start and End DROs
Start and End – These DROs should be set to the locaon of the workpiece edges. Tool paths outside
of the workpiece area are set in reference to these values so no adjusng beyond the actual locaon
of these edges should be needed.
Prole Start and End – The tool radius is used to create the tool path, so these DROs should be set
to the locaon of the prole outer edges.
Radius – Enter 0 if no corner radius is desired. Valid radii values are from 0 to one half of the island’s
narrow width (or limited to full radii on the long ends of the island).
Stepover – This is the tool path oset between secon sweeps. A stepover of 0 creates a single pass
(or rectangular slot) around the perimeter (outside) of the boss.
Figure 6.29