Chapter 7
118
UM10350_PCNC770_Manual_0916A
Programming
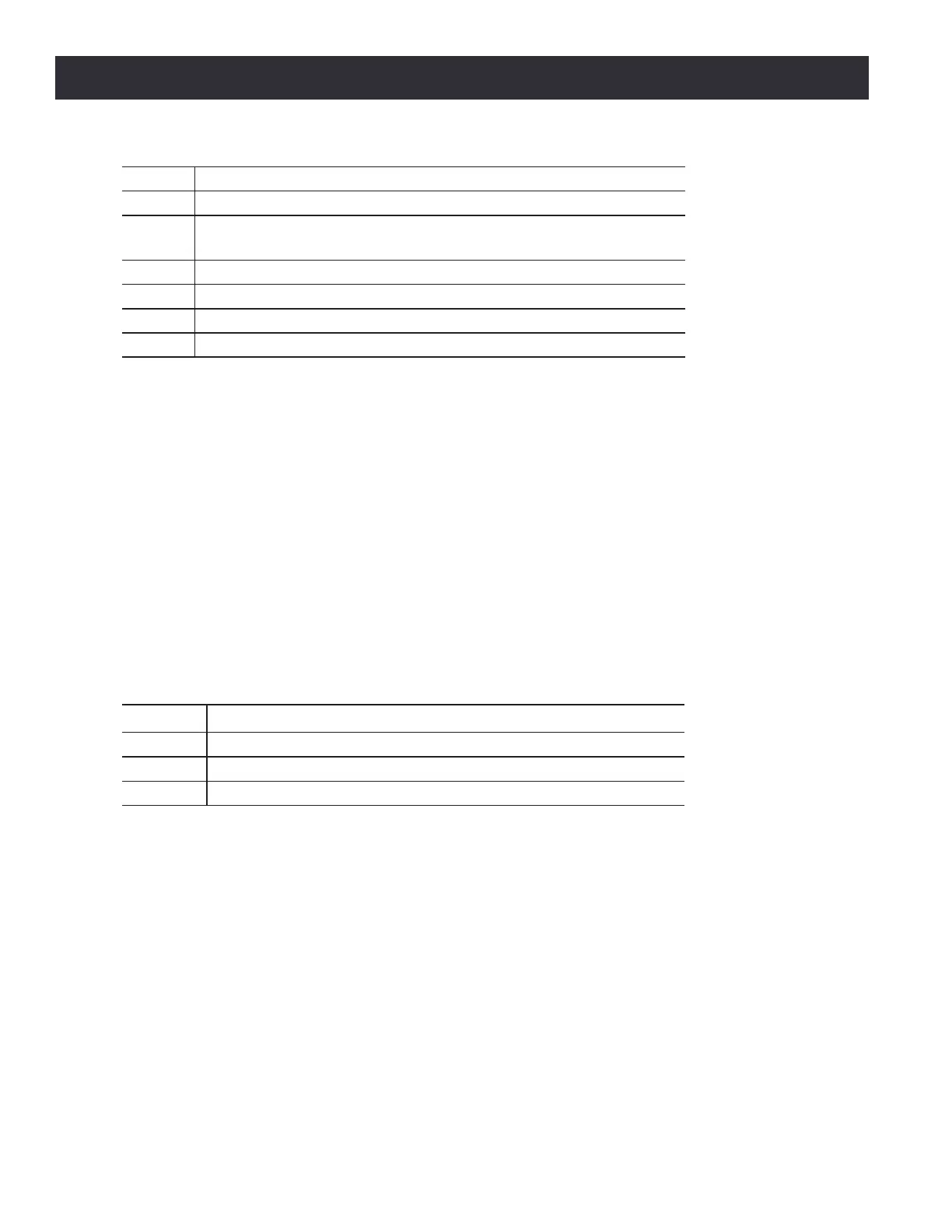
Step # Description
1 Preliminary canned cycle motion
2
Move the Z-axis only at the current feed rate downward by delta or
to the Z position, whichever is less deep.
3 Rapid back incrementally in Z 0.010”
4 Repeat steps 1, 2 and 3 until the Z position is reached at step 1
5 Rapid back down to the current hole bottom, backed off a bit
6 Retract the Z-axis at traverse rate to clear Z
It is an error if:
• The Q number is negave or zero
• The R number is not specied
7.6.2.1 G80 Cycle
The G80 cycle cancels all canned cycles. Program: G80
It is OK to program G80 if no canned cycles are in eect. Aer a G80, the moon mode must be set
with G00 or any other moon mode G word. If moon mode is not set aer G80, this error message
appears: Cannot use axis values without a g code that uses them.
7.6.2.2 G81 Cycle
The G81 cycle is intended for drilling. Program: G81 X~ Y~ Z~ A~ R~ L~
Step # Description
1
Preliminary canned cycle motion
2 Move the Z-axis only at the current feed rate to the Z position
3 Retract the Z-axis at traverse rate to clear Z
The following examples demonstrate how the G81 canned cycle works in detail. Other canned cycles
work in a similar manner.
Example 1: Suppose the current posion is (1, 2, 3) and the XY-plane has been selected and the
following line of NC-code is interpreted.
G90 G81 G98 X4 Y5 Z1.5 R2.8