Chapter 6
72
UM10350_PCNC770_Manual_0916A
PathPilot Interface
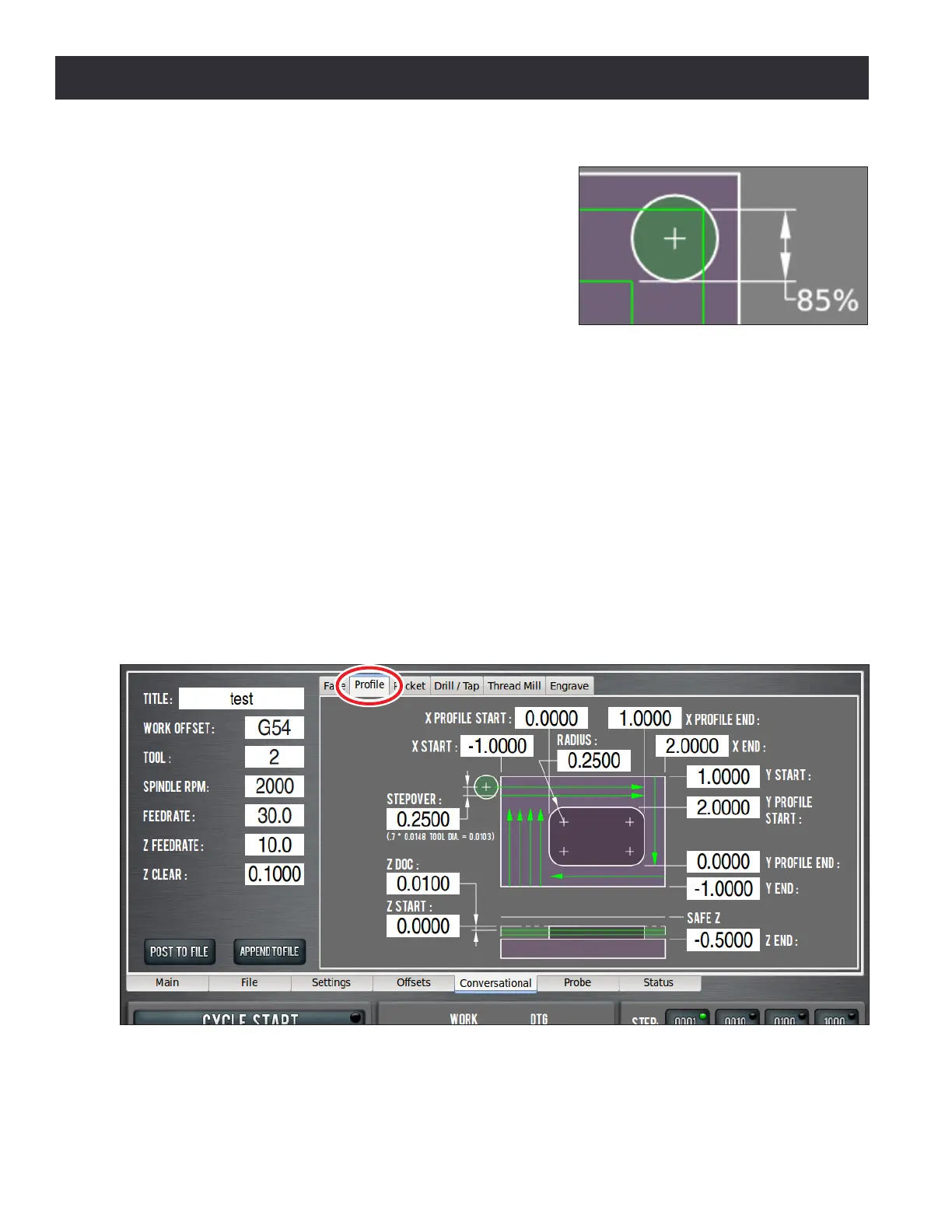
Stepover – This is the space between spiral tool paths.
To prevent uncut areas in the spiral corners, the stepover
value should be limited to 80 percent of the tool diameter
(see Figure 6.21). A stepover of 0 may be entered which
invokes a center only cut. This is more formally called by
X or Y values that create a workpiece width less than 70
percent of the tool diameter.
Z DROs
Z Start and End
–
The rst Z pass will cut at Z Start – Depth of Cut adjusted. The last Z pass will cut at
the Z End locaon. For a single Z pass at Z End, enter 0 or a full Z range value into the Depth of Cut
DRO.
Depth of Cut – The Depth of Cut entered into the DRO is later adjusted within the Z range, Z End – Z
Start, so each Z pass has the same depth instead of having a short depth on the last pass. For a single
pass at Z End enter 0 or a full Z range value into the Depth of Cut DRO.
Z Clear
–
This is the Z locaon the tool moves or retracts to when starng or ending a Z pass. This should
be set to clear any obstrucons in the path between the end of one Z pass and the beginning of the next.
6.7.2 Profile Tab
Prole cuts an XY area with successive Z Depth of Cuts to form a rectangular island (see Figure 6.22).
Figure 6.22
Figure 6.21