Chapter 6
75
UM10350_PCNC770_Manual_0916A
PathPilot Interface
Z DROs
Z Start and End – The rst Z pass will cut at Z Start – Depth of Cut adjusted. The last Z pass cuts at the
Z End locaon. For a single Z pass at Z End, enter 0 or a full Z range value into the Depth of Cut DRO.
Depth of Cut – The Depth of Cut entered into the DRO is later adjusted to t evenly within the Z
range (Z End – Z Start), so each Z pass has the same depth instead of having a short depth on the last
pass. For a single Z pass at Z End, enter 0 or a full Z range value into the Depth of Cut DRO.
Z Clear – Z locaon the tool moves or retracts to when starng or ending the Pocket roune.
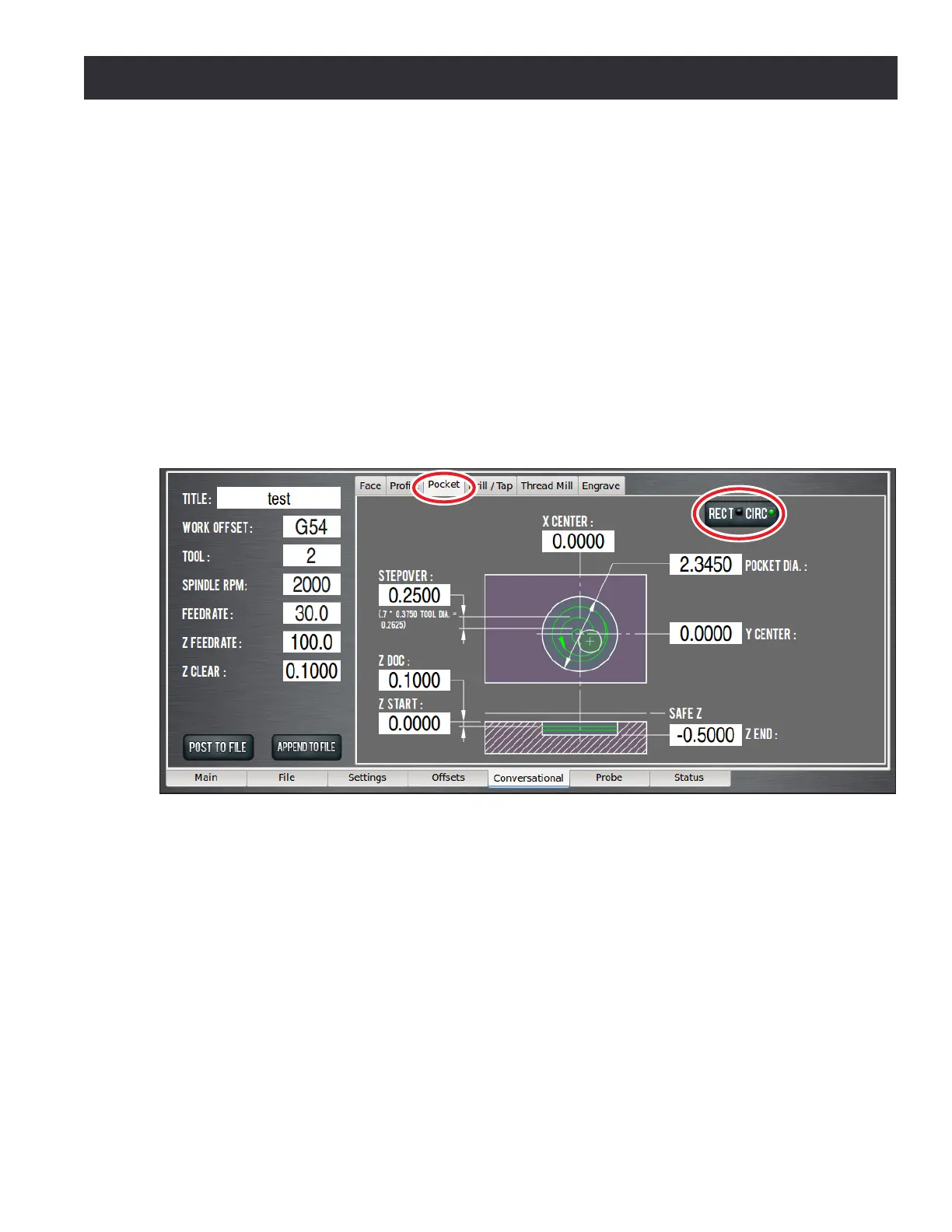
6.7.3.2 Circular
Pocket-Circular has a dierent entry for cung a circular pocket dependent on the pocket diameter
and the tool diameter (see Figure 6.24).
• If the tool diameter is bigger than pocket diameter:
– This produces an error with no G-code being produced.
• If the tool just ts within the pocket diameter:
– A straight Z plunge in the pocket center is used, therefore a center cung end mill is needed.
Next comes a single pass around the perimeter. This is repeated for each Z Depth of Cut pass.
• If the pocket diameter is greater than 2x tool diameter:
– This allows a helical entry which cuts a hole of 2 x tool diameter in center of pocket. Material
clearing is done with a spiral cut out to the pocket diameter, plus a cut around the perimeter.
Figure 6.24