Chapter 7
121
UM10350_PCNC770_Manual_0916A
Programming
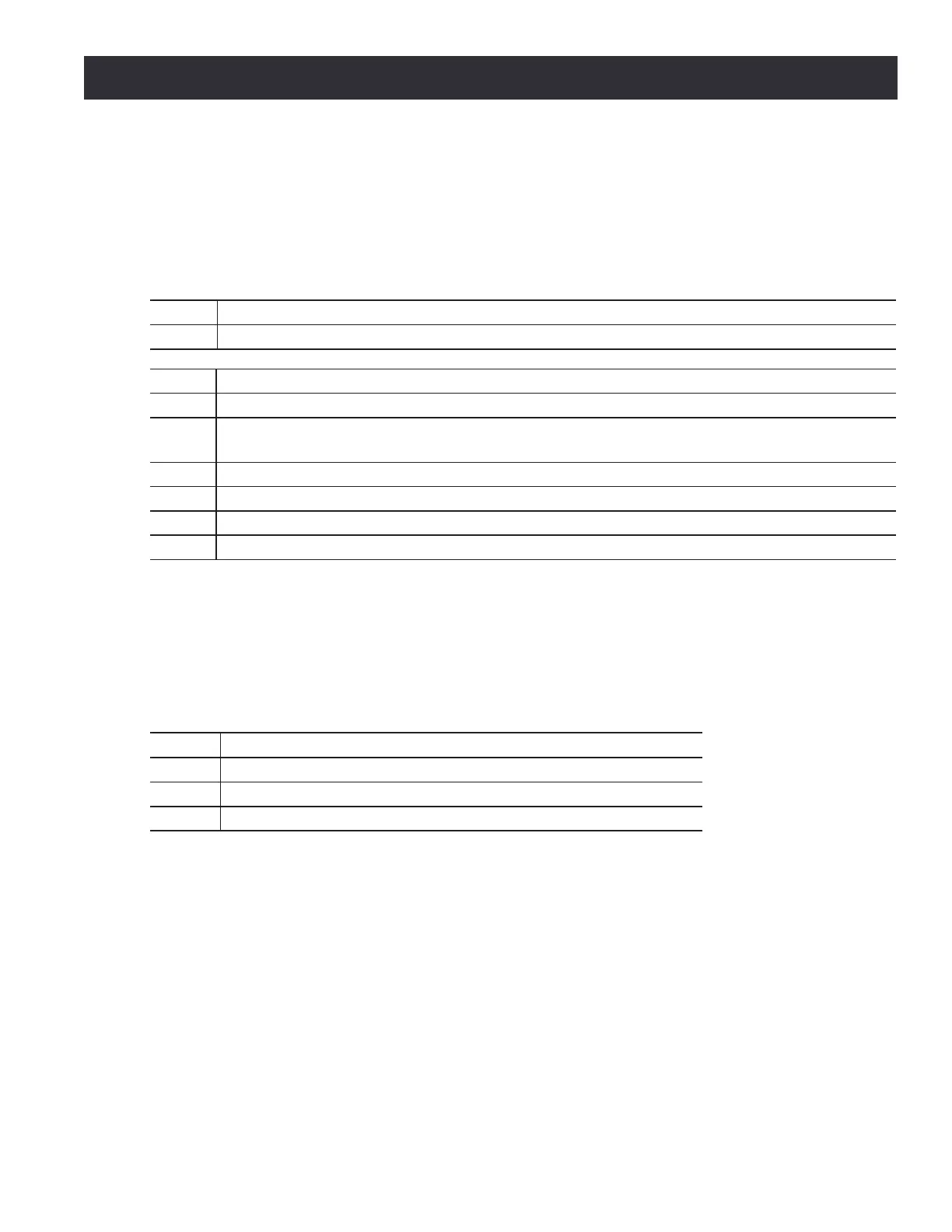
7.6.2.4 G83 Cycle
The G83 cycle (oen called peck drilling) is intended for deep drilling or milling with chip breaking.
See also G73. The retracts in this cycle clear the hole of chips and cut o any long stringers (which
are common when drilling in aluminum). This cycle takes a Q number which represents a delta
increment along the Z-axis. Program: G83 X~ Y~ Z~ A~ R~ L~ Q~
Word Denition
Q~
This cycle takes a Q number which represents a delta increment along the Z-axis
Step # Description
1 Preliminary canned cycle motion
2
Move the Z-axis only at the current feed rate downward by delta or to the Z position, whichever
is less deep
3 Rapid back out to the clear Z
4 Repeat steps 1, 2 and 3 until the Z position is reached at step 1
5 Rapid back down to the current hole bottom, backed off a bit
6 Retract the Z-axis at traverse rate to clear Z
It is an error if:
• The Q number is negave or zero
7.6.2.5 G85 Cycle – Boring Cycle (Feed rate out)
The G85 cycle is intended for boring or reaming, but could be used for drilling or milling. Program:
G85 X~ Y~ Z~ A~ R~ L~
Step # Description
1 Preliminary canned cycle motion
2 Move the Z-axis only at the current feed rate to the Z position
3 Retract the Z-axis at the current feed rate to clear Z