Chapter 10
201
UM10350_PCNC770_Manual_0916A
Troubleshooting
Axes Drive Subsystem Checklist
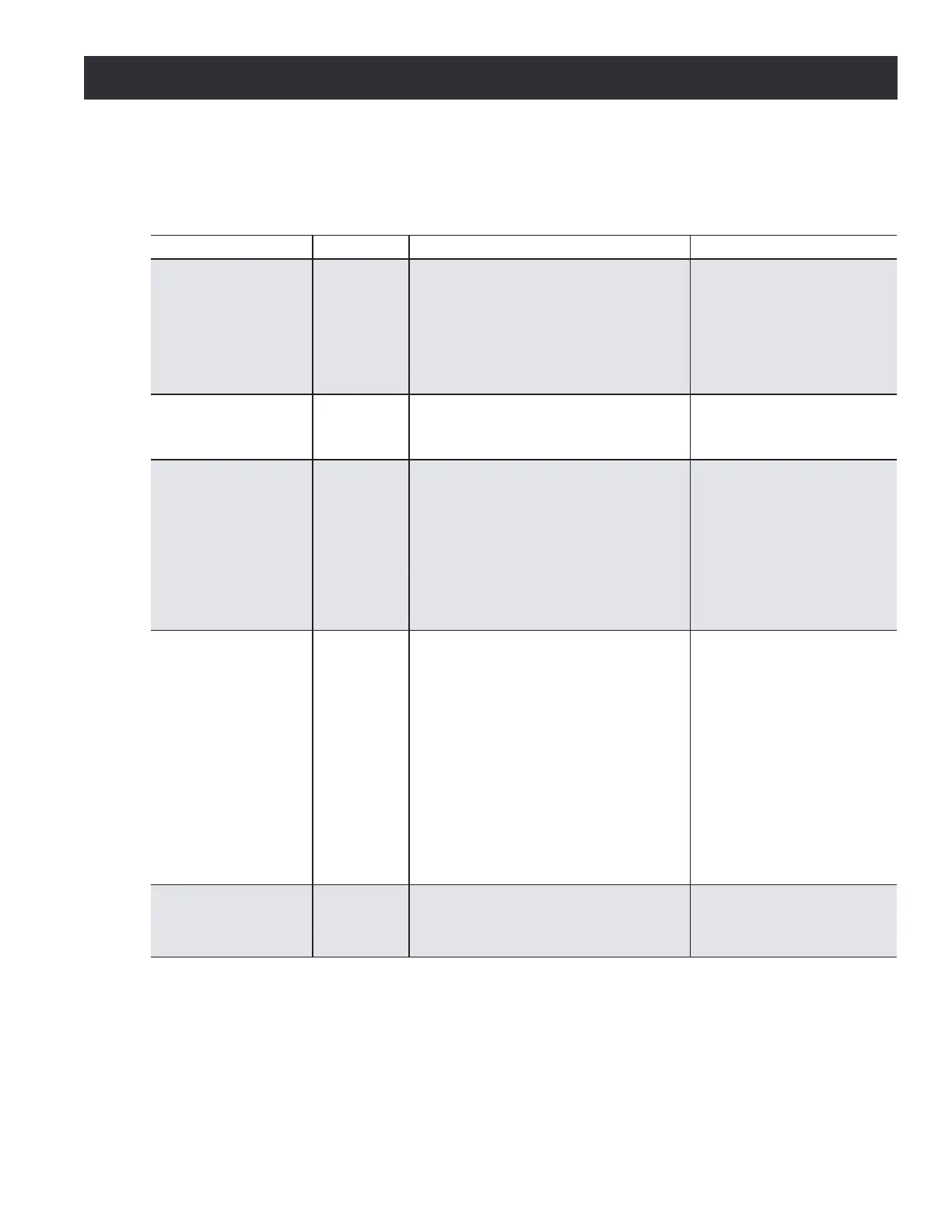
Table 4.8 — Steps are lost on axis travel
NOTE: Consult Table 4.2 and 4.5 for more information on lost steps.
Possible Cause Probability
Action to Identify Cause of Problem
Discussion
Improper use of tool
offset (G43), work
offset (G54-59), or
cutter compensation
(G41-42)
High See Motion Test later in this chapter
Common cause of a
perceived loss of position or
lost steps is operator error.
Please refer to chapter 7,
Programming, for details on
using mill offsets in PathPilot.
Spindle tooling not
properly locked
down (Z-axis only)
High
Ensure the cutter is not slipping in the
holder or that the tool holder is not
pulling out of the spindle collet.
—
Motor coupling loose
or cracked
Low Inspect
You may nd it useful to
run the axis with the cover
removed. A paint line from
shaft through coupling to
screw can be used to see if
there is any movement over
time. Use caution; keep away
from the rotating parts.
Holding brake not
releasing (Z-axis only)
Low
Z-axis will usually move down properly
but will not move up.
You should be able to
hear the motor cogging
whenever you command
the axis to move. It should
be noted that usually the
brake alone does not have
the torque to cause a loss
of step. Typically a condition
such as poor lubrication
combined with a defective
Z brake are required to
actually lose position.
Controller or
operating system
problem
Low
Restart the controller and send the
log le in the log les directory to
info@tormach.com.
—
(connued on next page...)