Chapter 10
204
UM10350_PCNC770_Manual_0916A
Troubleshooting
• The wrong diameter tool used in the CAM program (i.e., many 1/2” end mills are not
actually .500”)
• Mill referencing to the part was performed improperly and/or relying on the end of travel
limit switches to set mill osets
• Fixturing does not secure work, or does not facilitate repeatable mounng of work from one
piece to the next
These are what we call process errors, and have lile to do with a problem residing with the mill itself.
The scope of this poron of the troubleshoong guide does not cover soluons to process errors.
It is imperave to divide a given setup into manageable porons so one can focus on where the
problem really lies. Is it a process problem, or is it a mill problem? In order to isolate mill problems
from process problems, the process must be removed from the setup.
Moon Test
The goal of this test is to measure mill moon explicitly, thus eliminang process-based problems.
In this instance, the X-axis is checked, but a similar process can be used on the Y- and Z-axis as well:
1. Be sure that G40 and G49 show up in the modals list at the top of the screen.
2. Mount a quality dial indicator on the mill bed, orienng the plunger along the X-axis. Place it
near the end of travel.
3. Orienng the axis such that the indicator plunger contacts an appropriate surface on the
spindle head, move the X-axis such that the indicator is zeroed, then zero the X-axis DRO.
4. Aer moving the spindle head away from the indicator, proceed with exercising the axis: using
manual moves, or a very simple G-code program, move the axis at varying speeds (parcularly
focus on rapid speed). The more steps you run the axis through, the higher the probability
that a step is missed if there is a mill problem.
5. Return the axis to indicator zero, and
read what the DRO says. Allowing
for some lost moon (about .001”),
the value indicated on the DRO
should be 0. If not, then the mill is
missing steps.
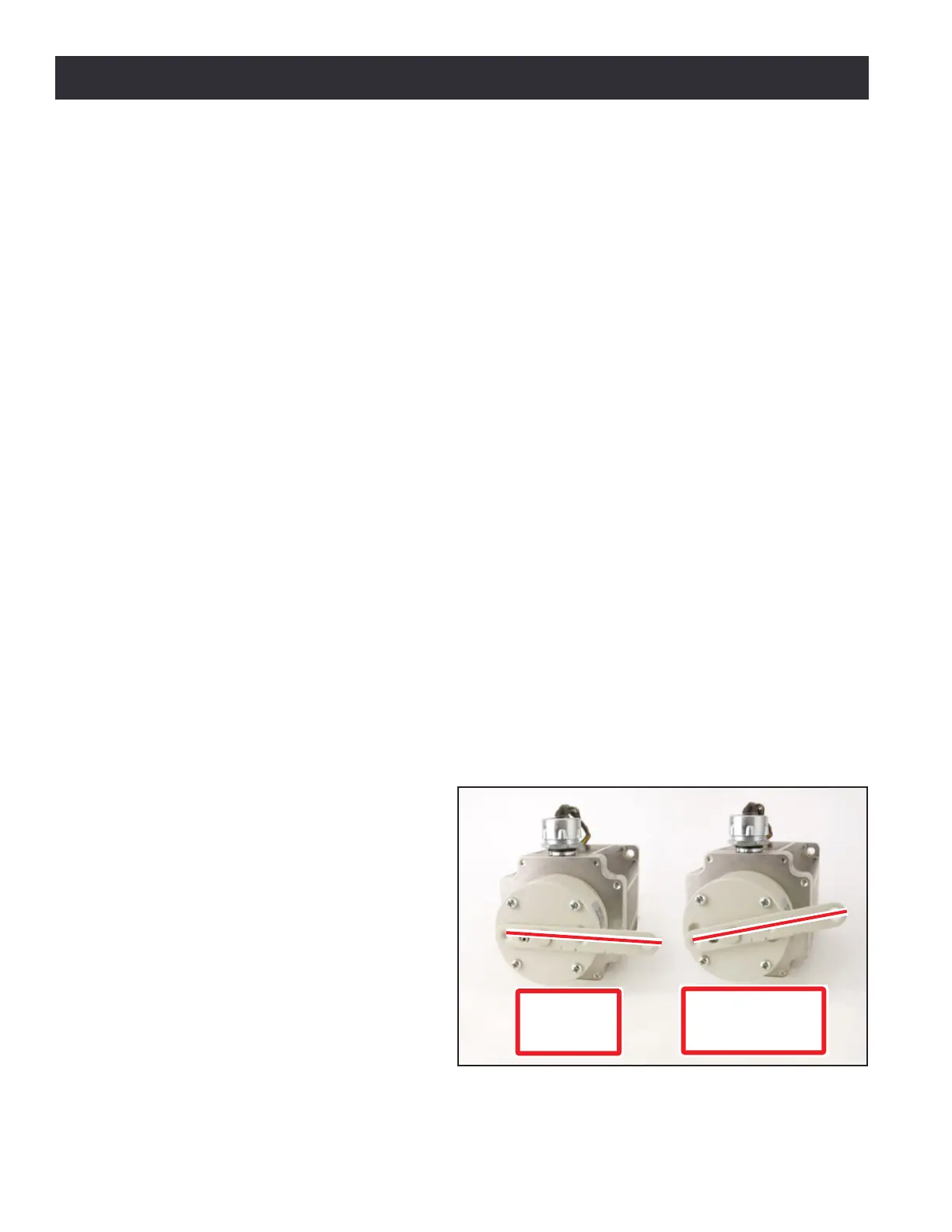
The Z-axis brake has a manual release (see
Figure 10.13) to disengage the brake. It is
not recommended to run your mill in the
disengaged posion.
Figure 10.13
Engaged
(normal
mode)
Disengaged
(maintenance
mode)