Chapter 10
209
UM10350_PCNC770_Manual_0916A
Troubleshooting
Spindle Drive Subsystem Checklist
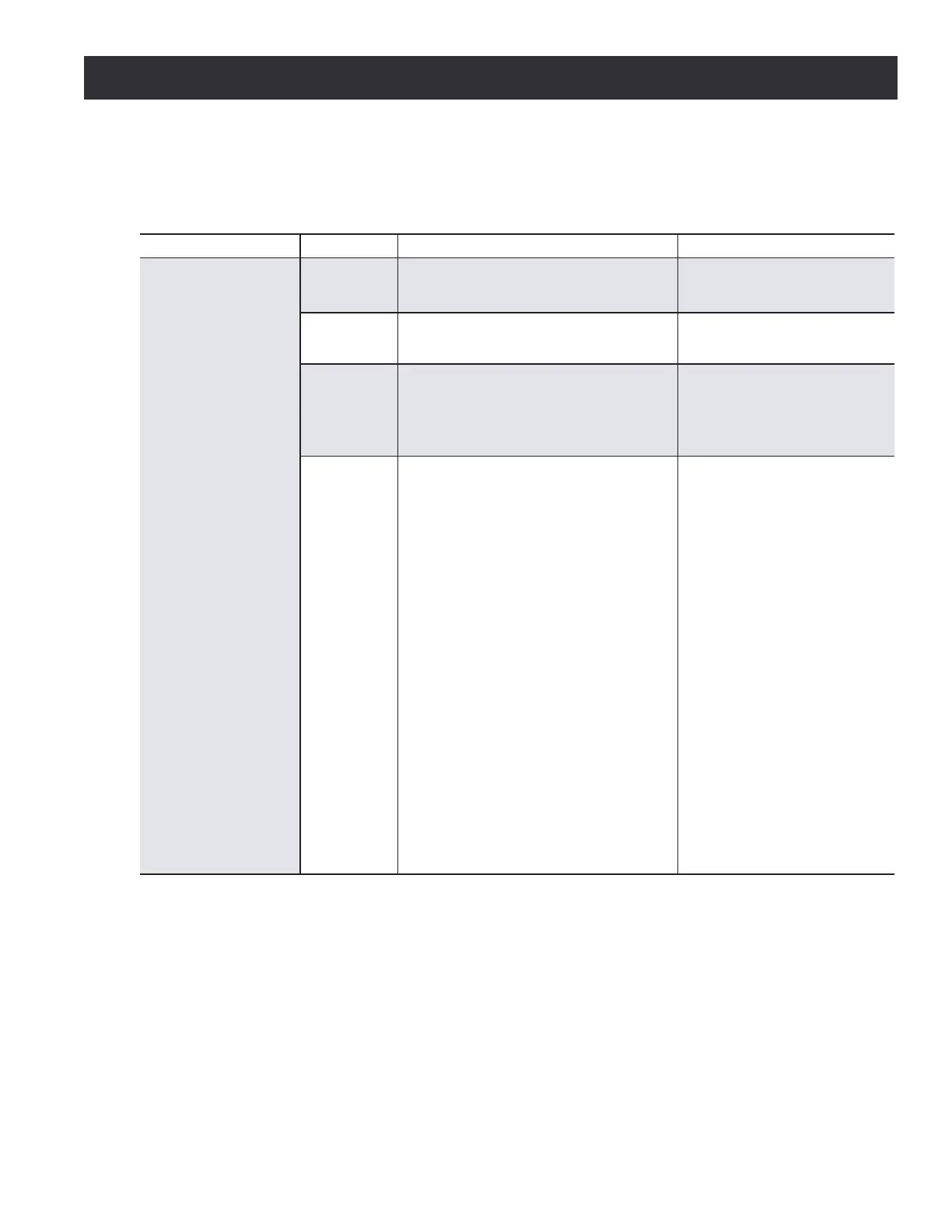
Table 5.1 (...continued)
Spindle will not turn on in manual or auto
Possible Cause Probability
Action to Identify Cause of Problem
Discussion
No power to VFD
because contactor C2
is not energizing. This
can be checked by
checking the voltage
across 100 and 142 at
the VFD. Meter should
read 115-135 VAC.
High Spindle Lockout Key off or defective.
115 VAC measured from wire
100 to wire 105 when OK.
Medium
Spindle cover door not holding spindle
door switch closed or switch defective.
115 VAC measured from wire
100 to wire 106 when OK.
High Loose wires in circuit
Power off and search for
loose wires. Power on when
nished and check operation.
Low
Control board not providing run
command or holding contact on C2
between wires 106 and 107 defective.
In manual mode, press the Spindle Stop
Switch. With the door open, press the
Spindle Start Switch and listen for a soft
audible click on the control board.
If you hear this click (from a relay
contact on the board), the board is
functioning properly.
Ensure you have 115 VAC
measured from wire 100
to wire 106. Make a jumper
wire and, using proper care
associated with live circuits,
momentarily jumper wires
106 and 107. If contactor
C2 pulls in (you will hear an
audible clunk) while you have
the jumper on but drops out
as soon as you remove the
jumper, the holding contact
on C2 is defective. If C2 stays
powered on, the control
board is not passing the run
signal to the circuit. Make
certain you are commanding
the VFD to run. If so, the
control board is defective.
(connued on next page...)