S10
S0
X1
X0
PLS
M0
SET
RET
S0
SET S0
PLS
M1
M9002
Y0
SET S10
S11
T0
SET S12
SET
Y2
T0
K30
S12
T1
SET S13
T1
K50
Y3
S13
RST
Y2
T2
SET S10
X2
M0
M1
SET S11
T2
K30
X2
Y1
109
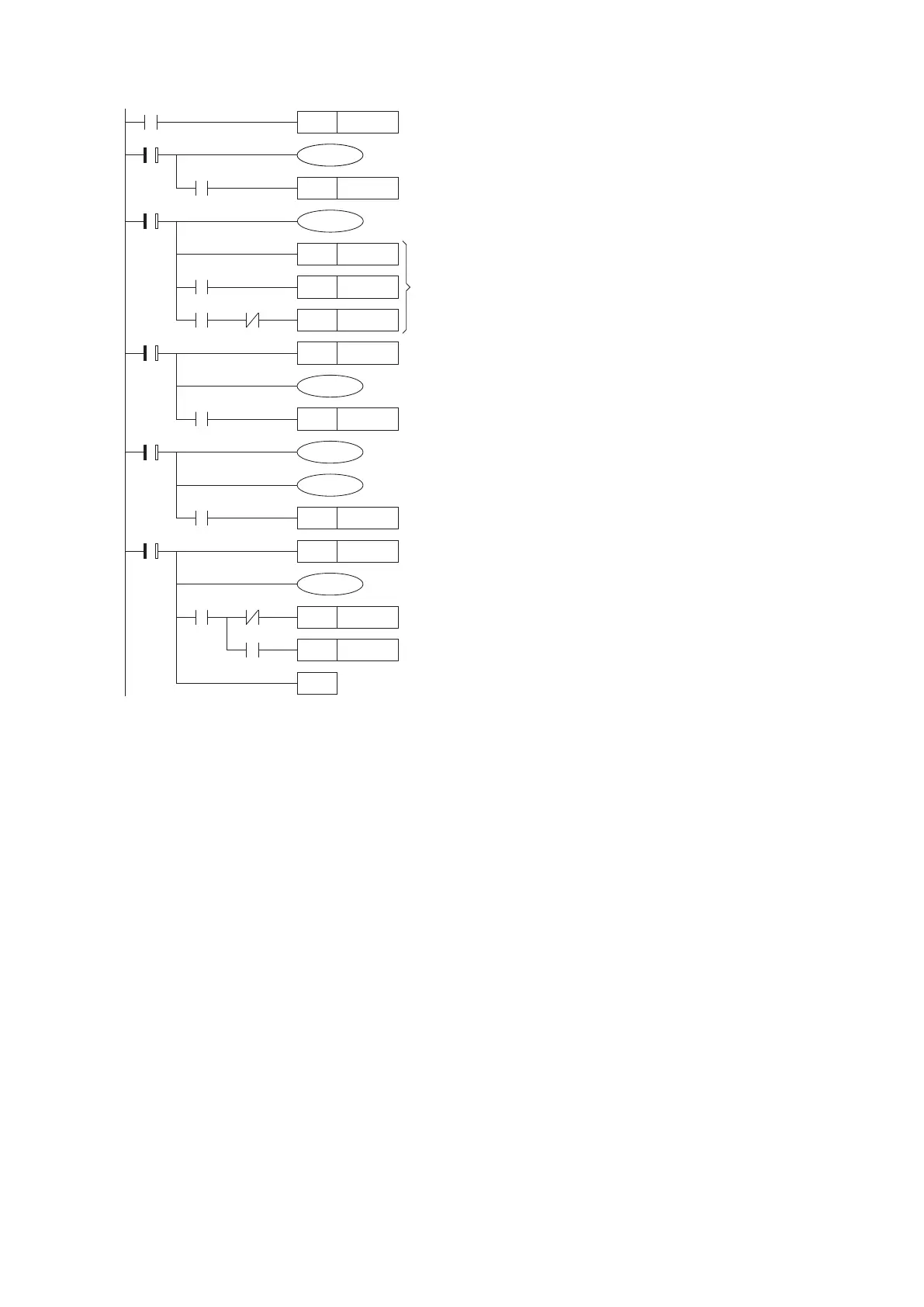
(b) Programming by the STL
Activate the step S0.
Turn the READY indicator ON.
When X0=ON, the active step transfers to S10.
Drive the conveyor motor to move forward.
At the moment that the S10 turns from OFF to ON, the input signal X1
has been already ON for a while. Thus, pay extra attention to the X1
signal in order to make the step transfer smooth.
Drive the nozzle lifter to move down.
Activate the coil of 3 second timer.
When the contact T0=ON, the active step transfers to S12.
Drive the valve open to ll up the bottle.
Activate the coil of 5 second timer.
When the contact T1=ON, the active step transfers to S13.
Drive the nozzle lifter to move up.
Activate the coil of 3 second timer.
When X1=ON, chosen to execute the “Repeat” mode, the active step
transfers to S10.
Returning to standard ladder, step ladder ends.
When X1=OFF, chosen to execute the “Single Run” mode, the active step
transfers to S0.