1-15-96 96-8100
11
TABLE OF CONTENTS
HAAS AUTOMATION, INC.
TROUBLESHOOTING
SERVICE
MANUAL
VF-SERIES
3.3 ACCURACY/BACKLASH
Accuracy complaints are usually related to tooling, programming, or fixturing problems. Eliminate these possibilities before
working on the machine.
´ Poor mill table-positioning accuracy.
l Check for a loose encoder on the servo motor. Also, ensure the key in the motor or the lead screw is in place and the
coupling is tight.
l Check for backlash in the lead screw as outlined below:
INITIAL PREPARATION -
Turn the VMC ON. ZERO RET the machine and move the mill table to the approximate center of its travel in the X and Y
directions. Move the spindle head to approximate center of the Z-axis travel, also.
CHECKING X-AXIS:
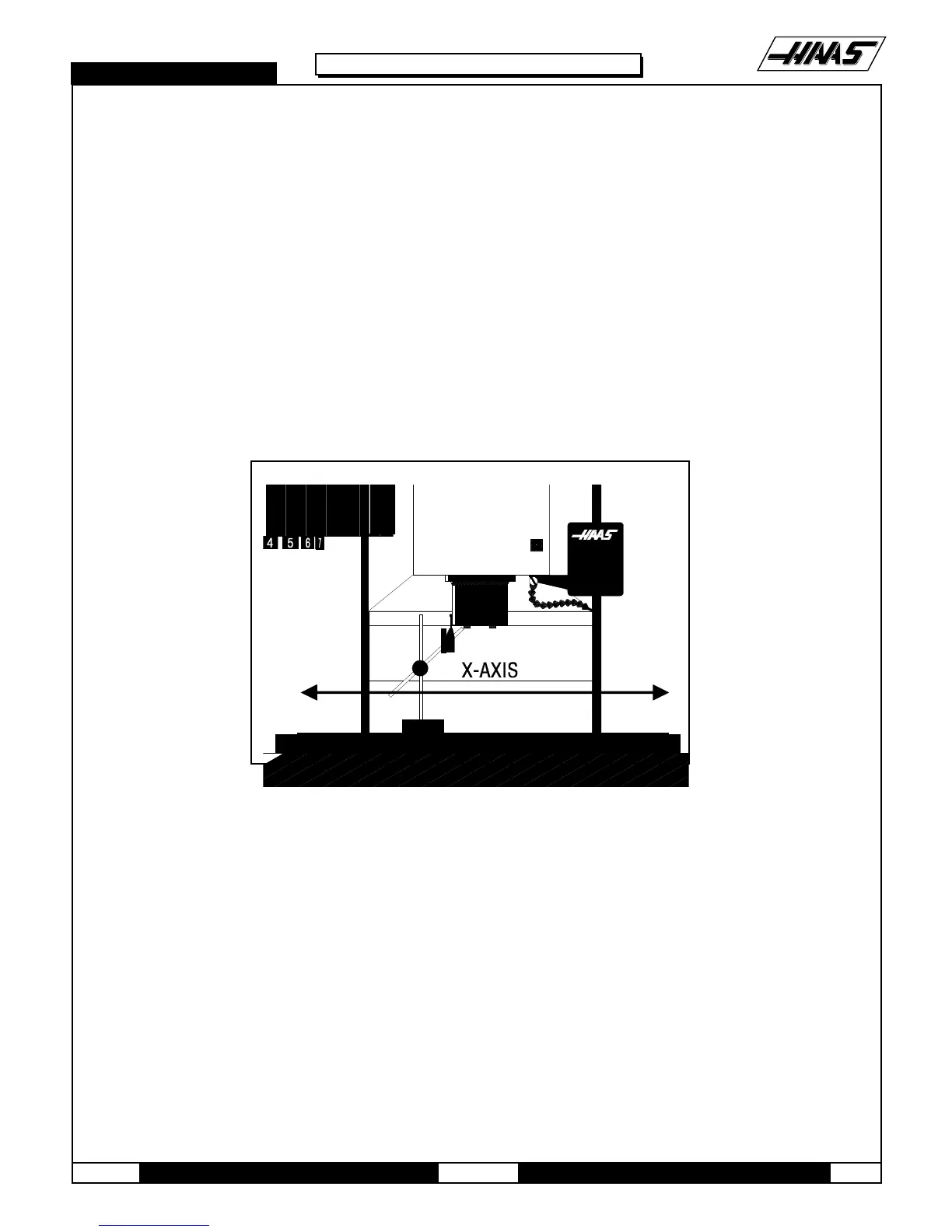
1. Set up a dial indicator and base on the mill table as shown in Fig. 3-1.
Fig. 3-1 Dial indicator in position to check X-axis.
2. Set dial indicator and the Distance to go display in the HANDLE JOG mode to zero as follows:
- Zero the dial indicator.
- Press the MDI button on the control panel.
- Press the HANDLE JOG button on the control panel.
The Distance to go display on the lower right hand corner should read: X=0 Y=0 Z=0
3. Set the rate of travel to .001 on the control panel and jog the machine .010 in the positive (+) X direction. Jog
back to zero (0) on the display. The dial indicator should read zero (0) ± .0001.
4. Repeat step three in the negative (-) direction.
TOTAL DEVIATION BETWEEN THE DIAL INDICATOR AND THE CONTROL PANEL DISPLAY SHOULD NOT EXCEED .0002.

 Loading...
Loading...


